
Seffle 15 BF 10 HK

Typ: Seffle 15 BF
Tillverkare: AB Seffle Motorverkstad, Seffle
Tillverkningsnummer: 6725
Tillverkningsår: 1949
Effekt: 10 Hk
Varvtal: 650 rpm
Varvtalsreglering: Centrifugalregulator
Startsystem: Tändkula, Handstart
Har varit monterad i träbåt på västkusten
Av en tillfällighet fick jag möjligheten att förvärva en 10 Hk motorenhet, vilket passade mig bra eftersom jag sen tidigare har ett backslag och en bottenram vilket möjliggör att återställa en motor i originalskick. Motorn hade varit installerad för reversibel propeller med av motorskylten framgår att den ursprungligen levererades som en backslagsmotor (ändelsen BF vilket anger Backslag och friktionskoppling)
Demonteringen
Att "ta isär" små Seffle motorer är inga konstigheter och kommer därför enbart ta upp några få aktiviteter som kanske fordrar lite mer uppmärksamhet. För dom så vill se mer får titta på mina övriga Seffle motorer där demonteringen framgår mer detaljerat.
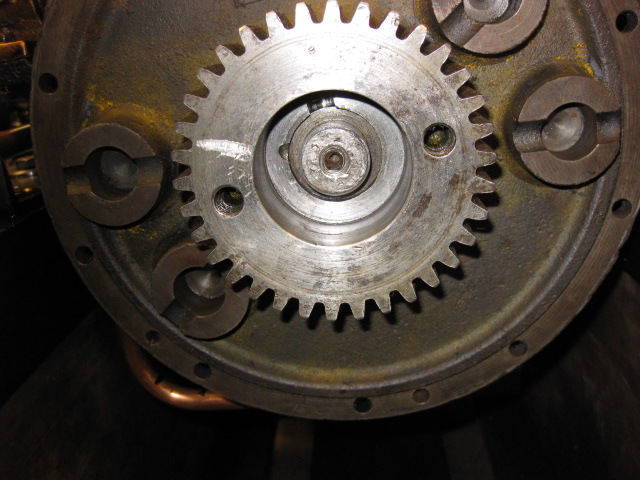
Kuggdrevet
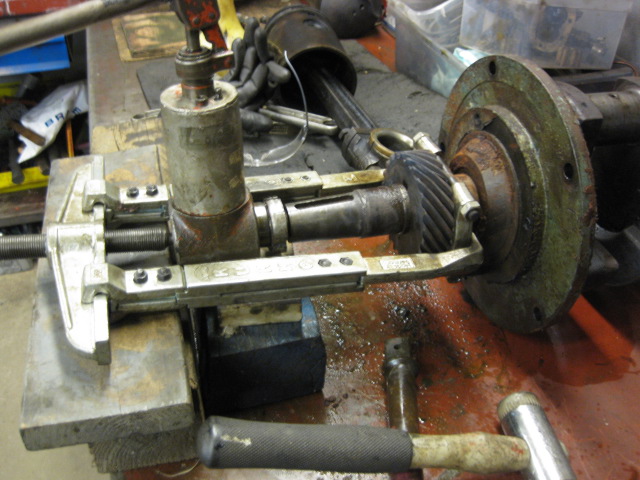
Kuggdrevet sitter på vevaxelns cylindriska del samt med en plattkil. Normalt sitter inte drevet speciellt hårt fast men avdragare erfordras. (om man enbart använder avdragaren utan domkraft måste det ligga en mässingbit mellan vevaxeländan och avdragaren för att skydda centrumhålet. Vad som måste iakttagas är att ingen last får komma på de ömtåliga kuggarna och har man inte ett speciellt verktyg för lageravdragning får man hitta på något annat att lägga mellan "klorna" på avdragaren och kuggdrevet.
Demontering av vevhusgavlarna

Gavlarna kan sitta ganska hårt fast eftersom de dels har passning i vevhuset dels mot ramlagren. Gavlarna är relativt tunna och måste lossas med försiktighet. Det bästa är att använda de gängade hål som finns i gavlarna speciellt för avdragningsändamål.
Vevhustätningar

Vevhuset behöver tätas mot utsidan dels för att erhålla vevhuskompression (det är ju tvåtaktsmotorer vi talar om) dels för att hålla tätt mot oljeläckage. Tätningen är av typen "Mekanisk tätning" och består av en lös tätningsring (som synes längst ut) och som tryckes mot vevhusgaveln med hjälp av små tryckfjädrar. Den inre ringen (med fjädrarna) är också lös på vevaxeln men sitter med en liten Woodruff kil så att den roterar med vevaxeln. Rotationen överföres till den lösa tätningsringen via ett styrstift som sitter fast i innerringen och passar i ett hål i tätningsringen. Ovanstående tätning är monterat på båda sidorna av vevhuset.
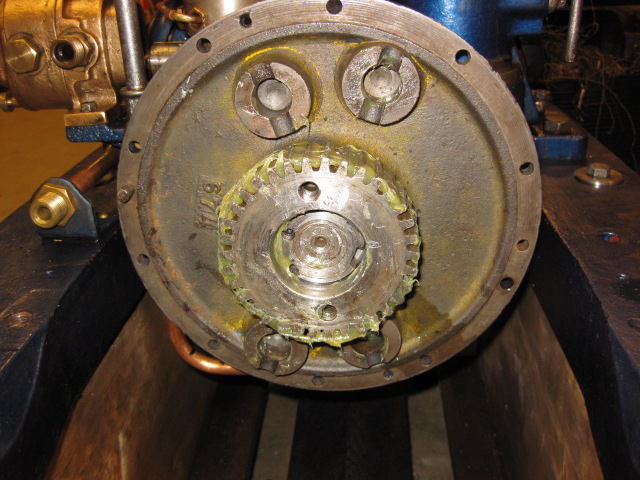
Smörjoljeringen
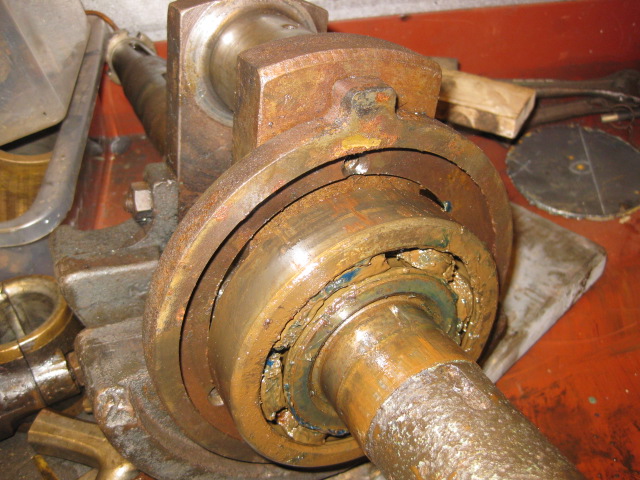
Smörjoljeringens funktion är att förse vevlagret med olja. Funktionen är genialiskt enkel och fungerar så att olja förs in i ett spår på insidan av ringens periferi via en oljenippel som går från utsidan av vevhusgaveln och in i spåret. När motorn går, roterar även ringen och centrifugalkraften pressar oljan genom en nippel i oljeringen in i ett borrat hål i vevaxeln som mynnar inuti vevlagret. Nippeln som går in i vevhuset sitter i den "utbuktning" som synes på bilden.
Motorn i delar

Backslag och bottenram

Detta är vad som behandlas av demonteringen, nu blir det renovering
Renoveringen

Jag börjar med att göra en enkel motorbädd för att ha något att bygga på.
Rengöring/Färgborttagning/Målning
Rengöring och färgborttagning är ett nödvändigt ont, det är dock delade meningar om motorer skall målas eller inte men min syn är att båtmotorer som är illa rostade bör målas, och alltid om de skall återinstalleras i en båt. Stationära motorer har vanligtvis körts på sötvatten och stått i en atmosfär långt från saltvatten och brukar därför ha en fin patina efter att all ingrodd smuts är borttaget, dessa bör nog endast behandlas med linolja. Det som jag tycker är viktigast är att inte försöka få motorerna att se fabriksnya ut ( vilket vanligtvis misslyckas av dem som försöker) utan få fram en yta som påminner om en väl använd men välbehållen motor.

Svänghjulet har blivit ganska hårt angripet av rost eftersom det troligen stått i mycket salt slagvatten. Så här blir åtgärden blästring, grundmålning slipning samt färdigmålning. Ljuddämparen och ett annat svänghjul åkte med av bara farten!
Invändig målning

Till den invändiga målningen använde jag motorlack som ger en hård blank yta för att ev föroreningar att rinna ner i vevhusets botten och sedan ut när man öppnar dräneringsventilen. (förutom detta ser det bra ut också)

Utvändiga ytor behandlades tre gånger med mörkblå Hammarlack. Denna lack är mycket slitstark men har nackdelen att innehålla Silicon och kan därför inte övermålas med annan färg.
Vevaxel
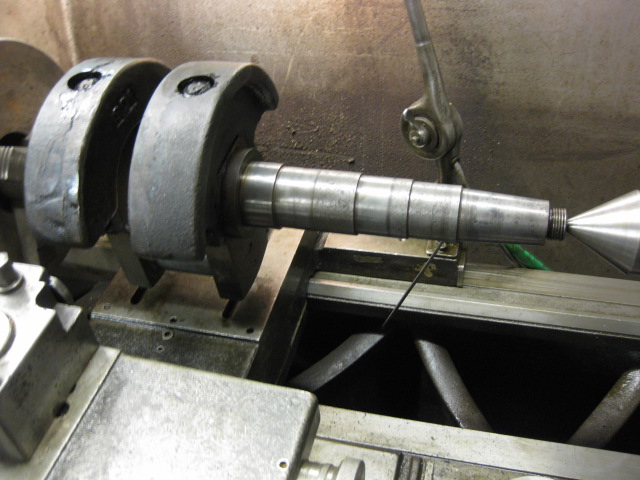
Ramlagren var dåliga och behövde bytas. På bilden är lagren avdragna och vevaxeln uppspänd i svarven för lite puts inför montaget av nya lager.
Byte av ramlager

Även om lagren värmts i olja till ca 115 grader och vevaxeln förvarats ute (i en plastpåse) under natten (3-5 grader) finns det alltid en risk att de hamnar snett när de träs på axeln och fastnar innan de är på plats. (detta gäller speciellt sfäriska lager) Om så sker kan de fastna rejält och kan bli förstörda när de skall dras av för ett nytt försök. Det är därför en bra säkerhetsåtgärd att tillverka några enkla verktyg för att lagret lätt kan "knackas" rätt, eller pressas på, och därigenom glider ner på plats. Ett sådan verktyg är ett rör som svarvats ur att passa på vevaxeln (0,1mm) för perfekt styrning och med vinklerät ända. Om det är så att lagret skall pressa på måste det tillverkas ett stöd, en rörbit etc som passar precis mellan vevslängarna, detta för att de inte skall pressas ihop under pressningen. På bilden har jag använt en plåtbit (den röda) och en rörbit för att få stödet på rätt plats.
Nya lager på plats

Här är båda lagren på plats som gled på utan att verktygen behövde användas. Lagren är SKF nr 6311 (120x55x29)
Vevhusgavlarna

Vevhusgavlarna sitter med fin passning på ramlagren och brukar därför värma gavlarna med varmluftspistol för att de skall äntra lätt över lagren. Man skall vara uppmärksam på att vevhustätningens rörliga del inte vrider sig så att den inte äntrar på styrstiftet. Fjädrarna vill ju trycka upp ringen och smetar därför in den med konsistensfett som håller den på plats under montaget av gaveln. För att ytterligare säkerställa att ringen sitter rätt ställer jag vevaxeln vertikalt. Även vid montaget av i vevhuset måste man vara observant på att inte ringen rört sig. När båda gavlarna är på plats i vevhuset kan man kontrollera vevhustätningarna genom att trycka på dem från utsidan och se att de lätt fjädrar fram och tillbaka.
Nya muttrar o skruvar

Gamla motorer, och speciellt motorer som gått i saltvatten brukar ha rostiga och sönderdragna (ibland med huggmejselspår) som förstör mycket av helhetsintrycket på en renoverad motor. Även om det är ett ganska tidsödande arbete tycker jag att det är värt besväret.
Kugghjulskåpan

Kugghjulskåpan sitter skruvad direkt mot vevhuset med en 0,25mm oljebeständig packning som tätning. Tätningen mot vevaxeln där den går ut ur kåpan utföres av en filtring. De gamla filtringarna brukar vara utslitna och är bäst att byta. Innan de monteras skall de ligga i olja ett tag så de blir ordentligt indränkta för bra smörjning under den första tiden.
Inskavning av lager

Vevlager som varit i drift bör kontrolleras för korrekt anliggning och lagerspel. Här har lagret skavts in och spelet justerats till ca 0,1mm. Nu skall det temporärt monteras på vevstaken och med kolven i cylindern för att kontrollera att det ligger an mot hela ytan i längsled. (Man kan ju ha skavt för mycket/för lite på någon sida) Jag fick göra en liten justering samt minska anliggningsytan en aning, men nu är det ok.
Kolvringar

Nya kolvringar måste monteras, de gamla var så slitna att kolvringsgapet var 3,6mm!!. Som tur är hade jag nya ringar och slapp därmed allt arbete med att tillverka nya. Dessa ringar behövde dock justeras för att passa, dels måste kolvringsgapet justeras dels var ringarna kapade rakt av varför ett knasterspår måste filas fram.
Mätning av kolvringsgap

Kolvringsgapet skall alltid kontrolleras innan man installerar dessa. Kolvringar som installeras med för litet gap riskerar skärning när motorn blir varm. I det här fallet var ringgapet i princip 0,0 och fick filas upp till 0,7mm ( rätt mått skall vara 0,65 mm) Kontrollen utföres enkelt genom att sätta in ringen i cylinder (helst längst ner i cylindern där den är minst sliten) samt mäta med ett bladmått. Den här motorn har gått utan problem med ett gap på över 3 mm! (men har troligen rykt) så det finns marginaler. Jag tycker nog att man skall byta när man närmar sig 1,5-2 mm på den här cylinderdiametern (127mm).
Knasterspår

De här ringarna hade kapats rakt i ändarna och saknade knasterspår som behövde filas fram. Varje ring skall provas efter filning att de ligger fritt i spåret samt att spelet mot knastret är minst lika stort som själva kolvringsgapet. Detta måste också kontrolleras vid installation av nya ringar.
Regulatorn

Den här motorn är försedd med en centrifugalregulator (det finns även en annan typ som heter pendelregulator med ett helt annat funktionssätt) vars funktion, som namnet avslöjar, arbetar efter centrifugalprincipen. De rörliga delarna är inkapslade i ett gjutet "regulatorstativ" och där hastigheten på motorn kan regleras med ett handtag från utsidan.
Regulatorns delar

Här har delarna rengjorts och är klara för montage inklusive nya kullager
Funktion

För att förstå regulatorns arbetssätt får jag beskriva delarna efter vad som visas på bilderna. (Delarna på bilderna tillhör inte denna motor utan är delar från "förrådet"). Som synes är regulatorn uppbyggd vertikalt på en axel som drives från ett kuggdrev på vevaxeln och ett kugghjul på regulatoraxeln (längst ner på bilden). Men vi börjar uppifrån med "gashandtaget med sin centrumfjäder, därefter kommer regulatorvikterna sedan reglerhylsan (konan) och till sist pumpnocken (excenterskiva). Utanpå regulatorstativet skruvas bränslepumpfästet fast (den silverfärgade delen) med pumparmen o pumprullar (delen som sticker ut ur bränslepumpfästet), ovanpå fästet monteras slutligen bränslepumpen.
Regleringen

När motorn roterar (och regulatoraxeln) strävar centrifugalkraften att "pressa" ut regulatorvikterna som i sin tur lyfter reglerhylsan (som kan löpa upp och ner på regulatoraxeln). Bränslepumpen ( som är en vanlig kolvpump), är fjäderbelastad så att den hela tiden trycker på regulatorarmen och därigenom trycker pumprullen mot reglerhylsan. Beroende på reglerhylsans läge (upp eller ned) ökar eller minskas slaglängden på regulatorarmen och därmed bränslepumpens slaglängd (längre slag, mera bränsle, motorn går fortare, kort slag mindre bränsle motorn går saktare)
Bättre bild

På den här bilden kan man se hur den övre pumprullen ligger an mot konan när den är i sitt nedersta läge och hur den nedre rullen träffas av excentern (som ger pumpslaget). I detta läge är det max pumpslag. När konan flyttas uppåt kommer avståndet mellan den nedre pumprullen och excentern att öka varvid pumpslaget minskar. regleringen av hastigheten beror alltså av konans läge i förhållande till pumprullen. Detta skötes av en fjäder under "gashandtaget" som pressar mot regulatorvikterna och genom att anpassa fjädertrycket (vrida på gashandtaget ) kan man hitta jämnvikten mellan centrifugalkraften och fjäderkraften så att man mycket fint kan reglera konans läge . Det här var inte lätt att beskriva men detta är vad ni får!
Kylvattenpumpen

Planslipning
Kylvattenpumpen är en kugghjulspump med två par kugghjul , ett för kylning av cylinder, topplock och brännkammare, det andra för länspumpning. När jag plockade isär pumpen visade det sig att kugghjulsparet för länspumpningen saknades samt att in och utloppsportarna var pluggade (tätade slangstumpar), en trolig förklaring till detta visas under kommentarerna för oljepumpen.. även några skruvar som håller ihop pumpdelarna var avdragna. Det är vanligt att man på motorer som inte är i drift hittar fel som inte syns på utsidan, och så var det även här. För att en kugghjulspump skall fungera korrekt fordras att det är fin passning mellan kugghjulsidorna och gavlarna. Detta innebär att gavlarna måste vara helt plana vilket enklast åtgärdas (om de inte är för mycket skadade) genom att fästa ett slippapper på en glasskiva och därefter slipa gavlarna. Man skall eftersträva att få en "åtta" liknande rörelse för bästa resultat.
Kugghjulen monterade
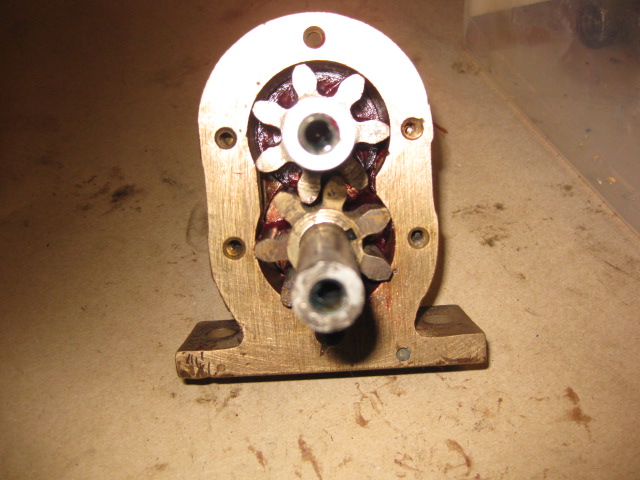
Så här ser det ut när kugghjulen är monterade. Pumpen får sättas ihop med enbart ett kugghjulspar (Portarna för länspumpningen pluggas med nytillverkade mässingpluggar) . Detta utgör inget problem om motorn inte monteras i en båt där länspumpning är önskväert, det finns även motorer som i original endast har en pump för motorkylning.
Klar för montage

Oljepumpen

Oljepumpen är en kolvpump med fyra kolvar som pumpar olja till vevlagret via smörjoljeringen, cylindern , kolvtappen samt regulatorn. Detta är hur en "normal" Sefflemotor smörjs. Den här motorn "saknar" dock ett smörjställe på cylindern och har bara en smörjnippel i framkant på cylindern som skall förse både cylinder och kolvtappen med olja. Eftersom det inte finns någon gjuten anvisning för den "andra" smörjnippeln får man väl antaga att det är ett av Seffles försök till utveckling. Detta medför att en smörjport i smörjapparaten är "ledig". Detta har tidigare ägare löst genom att kopplats in den porten till "pyskranens anslutning på cylindertoppen. Om detta smörjtekniskt har fungerat är tveksamt eftersom oljan troligen förbränns innan den hunnit göra någon nytta. (däremot kanske man har fått snygga rökringar) . Nu kommer pumpen till den lediga porten att ställas i "0-läge" så att den inte pumpar någon olja, för säkerhet skull kommer jag att sätta dit en ledning som mynnar i det fria ifall pumpen inte går att 0-ställas helt. I värsta fall får jag väl göra ett grenuttag till smörjstället för cylindern/kolvtappen.
Inställning av oljepumpen

Funktionen på pumpen är sådan att på toppen av pumpkolvarna sitter en ställskruv som glider mot en roterande skiva. Skivan har en upphöjning och vid varje varv lyfts resp. ställskruv och därmed också pumpen. Inställning går till så att ställskruvarna har en låsmutter och genom att lossa dessa kan man sedan vrida skruvarna upp eller ned för att öka eller minska pumpslaget. Jag har ingen info om hur mycket olja den här pumpen skall ge för varje smörjställe men har för de "gamla smörjoljelådorna" specifikation på antal droppar per minut. Skandia anger hur de ställer in en sådan här pump genom att ange ställskruvarnas läge.
Antal droppar per minut och 750 rpm enligt Seffle " smörjapparater
Cylinder: 4 droppar
Vevlager: 6 droppar
Regulator: 2 droppar
Eftersom det inte finns någon separat smörjnippel för kolbultslagret bör väl cylindernippelns oljetillförsel ökas till ca 10 droppar (ryker det får man väl minska)
Skandia har en enklare inställningsprocedur för dessa smörjapparater, och dessa värden bör kunna överföras till Seffle motorer men en kontroll av antal droppar bör utföras enligt ovan.
Inställning.
Skruva ner inställningsskruven i botten
För vevlagersmörjning: skruva upp ställskruven 2,5 varv
För övriga smörjställen: Skruva upp ställskruven 2,75 varv, om det stänker olja eller ryker skruva upp till max 3,5 varv.
Glöm inte att låsa med låsmuttern !
Medbringartappen

Tidigare under avsnittet om kylvattenpumpen nämndes att ett kugghjulspar saknades. Orsaken till detta (nu spekulerar jag)kanske är att det har kommit in något i kylvattenpumpen som låst kugghjulet och därmed skadat pumpen och medbringartappen på oljepumpen. Som synes på bilden har det varit stora krafter där tappen dels vridit sig samt att medbringarstiftet slitit spår i tappen.
Medbringarstiftet

I kopplingsrullen mellan oljepump o vattenpump finns fyra borrade hål där ett stift kan skjutas in och som hindrar medbringaren att snurra fritt i rullen och därigenom vrider runt kylvattenpumpen. Stiftet skall även fungera som brytpinne vilket skall förhindra precis det som skett. Stiftet har någon gång bytts ut och med ett för hårt material. mjukare material får användas.
Rördragning
Befintliga rör var i sådant skick att jag bestämde mig för att tillverka nya. Det kanske inte låter så mäktigt men det är faktiskt många rör och trixiga att tillverka med nya ändstycken etc. Oljerören tillverkades av 3/16 kopparör medan kylvattenrören gjordes av 15 mm glödgade kopparör. Bränsleröret från pump till spridaren tillverkades av 6 mm rostfritt instrumentrör ( tjockväggigt). Men nu är det klart och passade samtidigt på att skruva fast ljuddämparen. Avgasröret har tidigare gått ut på sidan men skall nu ändras till att gå ut på ovansidan. Detta är lätt gjort eftersom luckan på ovansidan passar även på sidan så det är bara att byta plats.
Starthandtaget

Någon kanske tycker att ett starthandtag inte är mycket att skriva om, men det är en mycket viktig del, speciellt avseende säkerheteten. På dessa gamla motorer har returfjädern i starthandtaget oftast rostat sönder eller förlorat sin spänst i sådan grad att handtaget inte går tillbaka in i svänghjulet när motorn startar. Detta är mycket farligt och om någon skulle fastna är det troligt att skadorna på den personen blir mycket allvarliga. Många starthandtag är nitade ihop och kan enbart demonteras genom att slipa av ett av ändstoppen, Sefflemotorer av senare modell har ett löst ändstopp som låses med en 1/4" skruv (se bild ovan). Problemet är att skruvarna nästan undantagslöst har rostat fast och inte går att få loss varför det även här erfordras att ändstoppet slipas ner. (på ovanstående bild är ändstoppet nedslipat)
Nytillverkning

Bilden visar den befintliga avrostade fjädern, gamla handtaget samt de nytillverkade delarna.
Att åtgärda handtaget kan göras på flera sätt men eftersom jag har både svarv o material så blev det enklast att göra ett nytt handtag och ändstopp. Ett alternativ hade varit att svarva ner ändan och tillverka ett nytt ändstoppring som svetsades fast när handtaget var monterat i svänghjulet. Nästa problem är att få tag på en passande fjäder, jag har gått igenom varenda fjäderfirma som jag hittat på nätet efter en passande fjäder, utan framgång och fick därför tillverka en ny. Det är i grunden en enkel operation om man bara får till rätt dimension på dornen som fjädern skall spinnas upp på. (fjädern ökar betydligt i diameter när man släpper den fri efter spinningen). I det här fallet skulle fjädern ha en ytterdiameter av 24 mm , trådtjocklek 1,5mm pianotråd samt 8mm stigning, längd 100mm. Samtliga av dessa parametrar (förutom längden) har betydelse för dornens diameter och här blev den 15mm. Nu är det bara att montera in i svänghjulet och har ett handtag som garanterat går tillbaka efter start.
Svänghjulet

Vid monteringen (och givetvis också vid demonteringen) av svänghjulet måste man palla under hjulet på ett sådant sätt att kraften från släggslagen hamnar i svänghjulet och inte på vevaxeln (för att förhindra att vevaxeln blir krokig). Här har jag använt träkilar som hålles fast med en skruvtving.
Inställning av regulatorn
Bränsleinsprutningen i brännkammaren skall ske innan kolven nått ÖD. Denna punkt kan antingen mätas i grader före kolven når ÖD eller antal mm tills kolven når ÖD. Denna "vinkel" varierar mellan olika motorfabrikat men "alla" har på något sätt förenklat inställningen genom att sätta ut märkningar på svänghjul, vevaxlar etc. Seffle har gjort tydliga markeringar och beskrivningar hur regulatorn skall ställas in (grundinställning) Här kommer jag att visa i bild hur inställningen skall gå till.
Inställning av svänghjulet
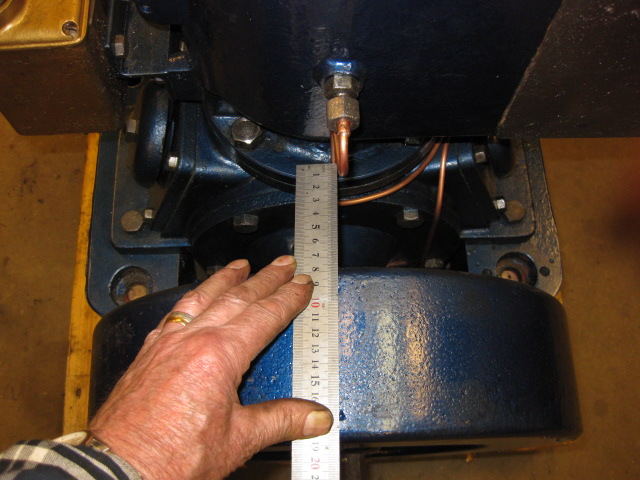
Det första man gör är att ställa in svänghjulet genom att vrida svänghjulet i rotationsriktningen tills de två borrade markeringarna på svänghjulets mantel står rakt framför en borrad markering på cylinderns framkant
Inställning av regulatorhuset
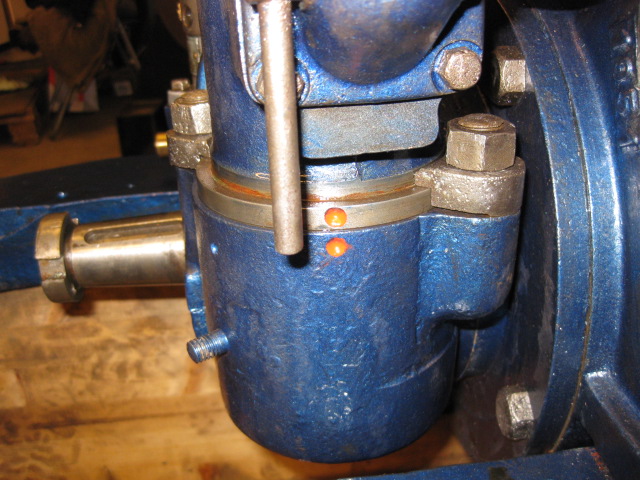
Nästa inställning är att ställa regulatorhuset (löst) så att märkena på huset och stativet står mitt för varandra.
Inställning av regulatoraxeln
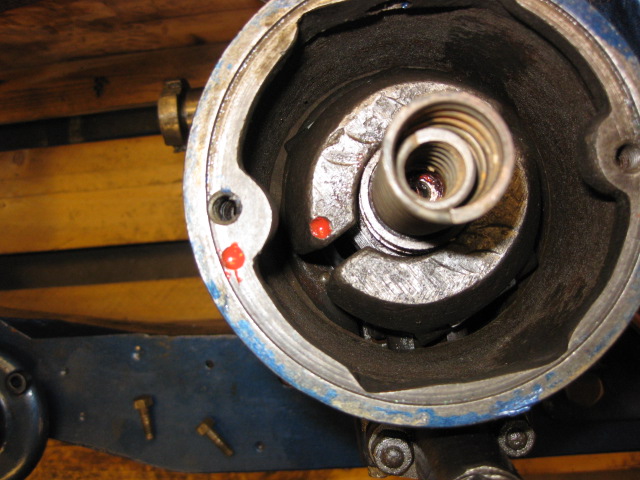
Det sista man gör är att lyfta upp regulatorhuset rakt upp en aning så att regulatoraxeln kan vridas och ställas så att märket på regulatorvikten och märket på regulatorhuset står mitt för varandra. När regulatorn är korrekt inställd skall alltså svänghjulsmärkena stå mitt för märket på cylindern, märket på regulatorfoten skall stå mitt för märket på regulatorstativet samt sist, märket på regulatorvikten skall stå mitt för märket på regulatorhusets kant. Nu är grundinställningen gjord och motorn kommer att starta och gå acceptabelt. Men för att få maximal inställning skall motorn belastas (vid installation i båt är det bara att gasa), regulatorns fästmuttrar lossas en aning så att regulatorn kan vridas (observera att den enbart får lossas så att regulatorn nätt och jämt kan vridas). Genom att vrida lite fram och tillbaka kommer man att hitta ett läge där motorn går jämt och med kraft.
Kontroll av spridaren

Även spridaren behöver kontrolleras för den monteras på plats. Enklast är att koppla upp den utanför motorn och handpumpa fram bränslet, detta förfaringsätt kanske inte blir helt rättvisande för man får inte samma "klipp" som under drift men det blir ändå en hyfsad bild av tillståndet. Vid stängd spridare skall det komma fram en konisk dimma ur munstycket och när man öppnar den något skall det bli en rak stråle. Åtgärder för att korrigera dålig spridarbild är begränsad och vad man kan göra är att: Rengöra, byt munstycke, byt spridarnål eller gör alltihop.
Backslaget

Backslaget består av en enkel planetväxel samt en friktionskoppling inbyggda i en lamell/kugghjulstrumma. Bilden visar planetväxeln där jag märkt upp kugghjulen före de tas ut för rengöring. Orsaken är att jag vill att hjulen skall komma på samma plats vid montaget ( det har ingen betydelse för funktionen hur de sitter men bra att de hamnar så som de slitits in tidigare)
Rengjorda kugghjul

Det är inte ofta man ser så fina kugghjul i de gamla backslagen
Ytbehandling

Även backslaget behöver målas! På bilden syns även friktionskopplingen (friktionslamellerna ligger innanför tillkopplingsarmarna)
Monteringen
Det första som skall på plats är främre backslagsgavel och centrumkugghjulet. kugghjulet sitter på kona med kil. Kugghjulet låses fast med en kontramutter som även är försedd med en liten låsskruv för att förhindra att kontramuttern lossnar (hängsle o livrem) Kritstrecket som jag gjort är för att kunna se när var kontramuttern suttit tidigare (mitt för kritstrecket syns en borrad anvisning för låsskruven)
Kontramuttern

På bilden syns låsskruven i kontramuttern. Det erfordras ett speciellt verktyg för att kunna dra fast muttern, men i brist på sådant fick jag tillverka ett.
Drevet på plats
Här är drevet på plats med mutter och låsskruv åtdragna. Man skall inte snåla med fett och efter montaget fyller jag på med ca 1/2 liter olja (nivån behöver endast gå strax över underkanten på det lägsta kugghjulet )
Nya skruv

Motorer som köpes helt eller delvis isärplockade saknar "alltid" något, för det mesta skruv som får nytillverkas. Som här 1/2" W med lite högre skalle än standard.
Motorn klar
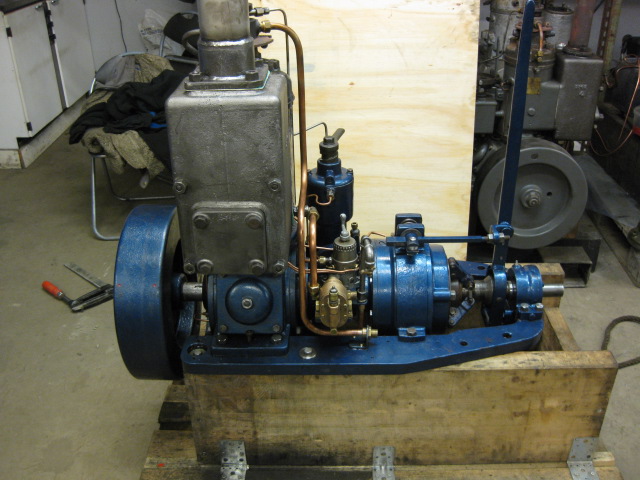
Så blev även denna motor klar till slut!

Provkörningen gick bra, trots nya kolvringar är den lättstartat och fungerar som den skall, (när man monterat nya kolvringar kan motorerna ibland vara svårstartade innan kolvringarna slitit in sig, men här tätade de bra).
Nu kommer våren och då lägger jag "tändkuleriet" på is ett tag men återkommer med nya motorer vad det lider.