
TUXHAM TYP F

Motorn hemma och avlastad
.
Typ: F
Tillverkare: Tuxham A/S, Köpenhamn, Danmark
Tillverkningsnummer: 2384
Tillverkningsår: ca 1935
Effekt: 26-30 HK
Varvtal: 450
Varvtalsreglering: Centrifugalregulator
Tänd/Startsystem: Tändkula alt.glödspiral alt startpatron. Luftstart
Drivsystem: Vridbar propeller
Leveransdag: Okänt
Varit installerad i båt: Dansk fiskebåt
.
En Grenå 27T, en Tuxham Typ F samt en liten Skagenmotor förvärvades 2012-03-03 av en mycket sympatisk person som heter Niels Stummann , Köpenhamn. Niels äger och driver varvet NIELS STUMMANNS SKIBSVAERFT i Köpenhamn. Efter kaffe och en pratstund lastades motorerna med hjälp av Niels mobilkran på en lastbil jag lånat. Motorerna vägde tillsammans över 5 Ton! Därefter bar det av hemåt. Hela turen tog 14 timmar i anspråk (men vad gör man inte för att få tag på en tändkula) Jag håller fn på med renovering av några andra motorer så dessa skall enbart kontrolleras och konserveras före de ställs upp i väntan på att få komma in på "renoveringsbandet".
.
Mellanstyckets ovansida

Den här motorn har varit "dränkt" och sedan stått på land varför den i stort sett måste demonteras i sin helhet för att bli ordentligt konserverad. Motorn har varit verksam i de Danska farvattnen varför jag var väldigt nyfiken på kylkanalernas skick. (hur rostiga har dom blivit på 75 år?) Det första att demontera var topplocket som består av tre delar, Mellanstycket, Kylmantellocket samt Toppstycket. Ovanstående bild visar mellanstyckets ovansida, och som synes är det i mycket gott skick.
.
Mellanstyckets undersida (sida mot cylindern)

Även undersidan var i bra skick, så denna del är bara att putsa upp och återmontera när det blir dags. Lockets annorlunda utformning med ett rektangulärt urtag i mitten beror på att kolvtoppen har en motsvarande "kam" som passar i urtaget. (kolven kommer att visas senare (om jag får den ur cylindern?)
.
Kylmantellocket

Det här locket har till uppgift att täta kylvattenkanalerna i mellanstycket. Rörstumpen som visas är anslutningen för kylvattenröret som ansluter mellanstyckets kylkanaler med toppstyckets kylkanaler.
.
Toppstyckets undersida

Toppstycket bultas direkt mot mellanstycket utan packning (tätningsytan är den ring som synes ovan. Denna samt mellanstyckets ytor planslipas och på så sätt får man en mekanisk tätning) Det är inuti detta sfäriska utrymme som den "mystiska plåtkoppen" var monterad (se nedan)
.
Topplockets beståndsdelar

Den nedre vinklade anslutningen är till för spridaren, den andra är för startluftshandtaget. Ovanför syns anslutningen för startluftsledningen och på baksidan skymtar anslutningen för kylvattenröret mellan mellanstycket och toppstycket. I centrumhålet på toppstycket skall glödstiftet sitta.
.
Tändring

I toppstycket satt denna underliga anordning monterad. Som synes är den helt sönderbränd och satt i det närmaste lös och skulle tveklöst ha lossnat om motorn startades. Jag har aldrig sett något liknande förut men kan bara spekulera i att det har med tändningen att göra ( den här plåten kommer troligen att glöda så länge motorn är i gång och på så sätt säkerställa ordentlig förgasning av bränslet,) Jag skall försöka att komma i kontakt med någon som vet, med förhoppning om att den inte behövs eftersom det är en knepig sak att tillverka.
(Jag har fått info från en kunnig man i Danmark (tack Per) som bekräftar att "kupans" funktion är att bibehålla tillräcklig värme i förbränningstrummet även under tomgångskörning)
.
Cylinder o kolv lyft från vevhuset

Kolven satt som förväntat fast i cylindern och motorn gick inte att dra runt. I sådana situationer brukar det vara enklast att lossa vevstakslagret samt cylindern från vevhuset och sedan lyfta bort allt tillsammans, för att senare kunna trycka ur kolven i en press. Men den här motorn var riktigt besvärlig. Kolven var ställd i sitt översta läge, vilket är bra eftersom man då tätar både spoluftsporten och avgasporten, en förutsättning är dock att motorn går att dra runt så att man kommer åt att lossa vevstaksbultarna. I det här fallet stog kolven i ÖD , motorn gick inte att dra runt och vevstaksbultarna gick inte att komma åt. Åtgärden blev att lossa cylindern från vevhuset, montera in en domkraft som tryckte på kolvtoppen med mothåll i topplocksbultarna. Resultatet blev (efter mycket om och men) att cylindern lyftes fri från vevhuset och kunde snedställas så att vevstaksbultarna gick att komma åt. Därefter kunde cylinder med kolv lyftas ut. Orsaken till att jag inte fortsatte att trycka ut hela kolven var att slaglängden på domkraften (35T) endast är 15mm varefter man måste lossa och montera in mellanlägg varje gång man pressat 15mm. Nu kan jag montera alltihop i en press med 200mm slag och under mer kontrollerbara former..
.
Kolven under press

Som synes på bilderna pågår arbetena utomhus och på en grusplan! Orsaken är att jag varken har lyfthöjden eller lyftkapaciteten i verkstaden för dessa stora motorer. Detta är inget problem vid demontaget, däremot vid återmontaget får jag ha bättre förhållandet ,vilket i mitt fall innebär en montageplatta (3x3m stålplatta) alldeles utanför verkstadsdörren där jag kan lyfta på detaljerna och sedan göra "finmontaget" inne i verkstaden.
.
Kolv o Vevstake

Kolven kom ur cylindern utan problem. Även om den ser lite "luggsliten" ut så är den i bra skick samt att kolvbultslagret är utan glapp vilket är nog så viktigt!
.
Cylindern

Även cylinderloppet ser bra ut, efter honing kommer det att vara helt ok. Däremot är kylkanalerna hårt rostade.(en typisk västkustcylinder) Som synes har man förlängt "livet" på cylindern genom att svetsreparera på några ställen. Även om det inte ser så bra ut är det mycket gods kvar och kommer inte att utgöra något problem för att få motorn funktionsduglig.
.
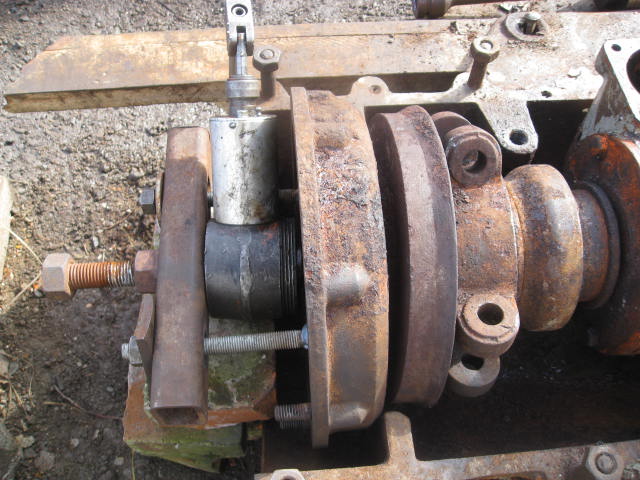
Demontering av svänghjulet

Motorn skall demonteras i sin helhet, och nu är det svänghjulets tur. Det är en tung bit och fordrar stora verktyg. På bilden framgår inte storleken men lite data kanske ger ett bättre perspektiv. Muttern har en nyckelvidd av 95mm och är högergängad. Domkraften har kapaciteten 50T, dragstängerna är M24 etc etc. För att lossa stora svänghjul som sitter på kona erfordras i de flesta fall att man värmer upp hjulet så att navet utvidgar sig. (Utvidgningskoefficienten för gjutjärn är ca 0,9mm per 100 grader och meter.)
Montera domkraften och spänn upp hårt (givetvis måste man beakta hur svänghjulets konstruktion ser ut, tex ett svänghjul med ekrar kräver troligen en annan procedur än ett som är helgjutet (jag saknar helt erfarenhet av ekrade hjul) Det är även viktigt att man värmer på ett riktigt sätt för att inte riskera sprickor. Först och främst skall man ha en stor gasolbrännare (helst två) för att få så jämn värmespridning som möjligt samt att man anbringar värmen på ytterbanan runt om till ca 70 grader varefter värmen sakta sprider sig ner mot navet. När navet utvidgat sig tillräckligt lossar hjulet med en"smäll". (ibland får man hjälpa det på traven med ett släggslag på centrum av avdragaroket) I detta fall så lossade hjulet innan jag ens nått upp till 50 grader.
Orsaken till att man inte skall värma direkt på navet är att svänghjulets ytterbana har en sådan stor massa att den motverkar lokala värmeutvidgningar och därmed höga spänningskoncentrationer (sprickor).
.
Backslagskåpan

Den uppmärksamme betraktaren av hemsidan bör känna igen denna kåpa. Min andra Tuxham (Typ D) saknade denna del och fick därför tillverka en ny av plåt. Detta arbete slipper jag den här gången! som synes har den här motorn har en mycket fin och funktionsduglig kåpa. Tuxhammotorerna är är avsedd för vridbar propeller och har en kombinerad tillslagskoppling och anordning för att manövrera propellervridningen.
.
Backslaget (Kopplingen)
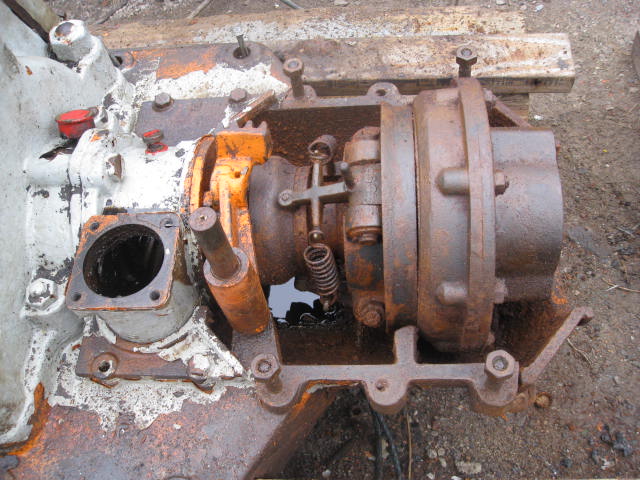
Så här ser det ut under kåpan! . Den oranga delen på bilden är manöverarmen för till och frånkoppling av propellerdrivningen.
.
Demonteringen
Det blir mycket avdragarbilder, men en stor del av demontaget handlar om att få av delar som antingen sitter på kona eller på annat sätt sitter ordentligt fast. Här sitter hela backslaget fast på vevaxelns kona och kil. En ordentlig avdragaranordning och värmning med gasol är receptet för att få loss delarna.
.
Regulatorns underdel och kugghjul

För att lossa regulatorhuset från vevhuset, erfordras att kuggdrevet för regulatordriften först demonteras. Drevet sitter enbart på vevaxelns cylindriska del och med kil. Låsningen utgöres av en haknyckelmutter gängad på axeln. Som synes på nedanstående bild så är muttern uppskuren en bit och försedd med två skruvar. Genom att dra åt skruvarna drar man isär den uppskurna biten och därmed låses muttern fast på axelgängan.
.
Mutterlåsning

Det gäller att vara observant när man skall lossa delar, hur triviala de än verkar vara. I det här fallet så var muttern fullständigt igensatt av svart beck så det gick inte att se varken skåra eller skruvar och om jag inte vetat om vilket låssystem som Tuxham brukar ha så hade jag troligen försökt att få loss den utan att lossa låsningen och därmed skadat gängorna på vevaxeln.
.
Smörjoljenippel för vevlagret.

Före vevaxeln kan lyftas ur måste smörjnippeln för vevlagersmörjningen demonteras. Orsaken är att röret, som är lödat till nippeln, går in i smörjoljeringen och kommer att fastna i ringen när man lyfter ur axeln. I det här fallet är röret gjort av koppar och kanske böjt sig när axeln lyftes, men en sprucken smörjoljering är i stort sett lika med att gjuta en ny (i mässing) eftersom sådana är ganska svåra (omöjligt) att få tag på.
.
Smörjoljenippeln i närbild

.
Förliga ramlagerläget

Det förliga ramlagret , (Ramlagren är av typ Sfäriskt rullager, SKF 22318) har vid något tillfälle havererat och därefter roterat med ytteringen i lagerläget och slitit ner ca 0,4mm. Detta bör inte vara något stort problem eftersom sådana här skador ofta uppstår inom industrin och därför finns det också olika lösningar på problemet, men det får jag ta itu med när renoveringen påbörjas. Det aktre ramlagret är helt oskadat.
.
Skada i förliga ramlagerläget

Något sämre, även om det inte är någon katastrof, är att det "gått" en bit ur lagerläget. (det kanske är den som förorsakat att lagret havererat) Om jag skall låta det vara som det är eller om jag skall svetsa in en ny bit får bli en senare fråga. Skadan orsakar inga större problem som jag ser det eftersom den mekaniska vevhustätningen täcker hålet från vevhussidan. Möjligen kan det bli något sämre vevhuskompression och att fettet som lagret smörjes med blir uppblandat med olja från vevhuset (som är helt ok för smörjning av lagret)
.
Vevaxel.
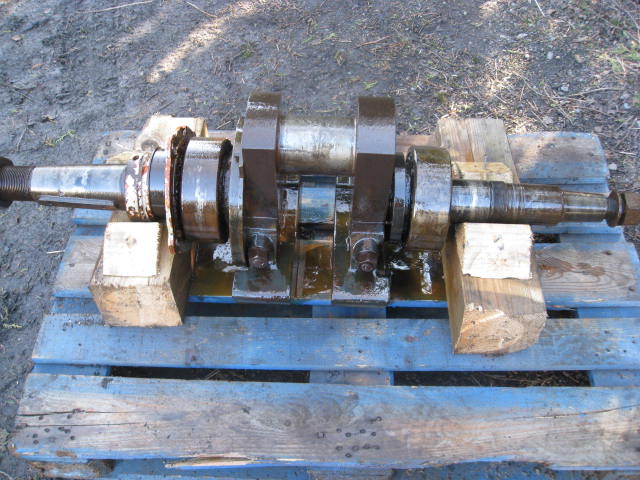
Här ligger nu vevaxeln insmord och klar för förvaring. Förliga ramlagret är kass medan det aktre är helt ok. Vevtappen har lite pittingskador men det kommer inte att utgöra något som helst problem (oljefilmen kommer inte att påverkas under gång). Jag gjorde en snabb mätning av vevtappen för att konstatera att den inte var oval, vilket den inte var, däremot tyckte jag att den kan vara några hundradelar konisk. detta kommer inte heller att utgöra något senare problem eftersom det är en mycket liten avvikelse. Orsaken är troligen det nerslitna förliga lagerläget, vilket medfört att vevaxeln "sjunkit" 0,4mm i framkanten. Detta är kanske teoretiskt svammel men tycker ändå att man skall försöka hålla reda på "orsak och verkan"
.
Vevhus och backslagskåpa rostskyddsbehandlade.

.
Pall med gjutgods

.
Pall med "ömtåliga" delar

.
Nu är motorn demonterad, konserverad och packad i pallar där den får ligga tills det blir dags för renovering (förhoppningsvis till sommaren). Det blev totalt fyra stora pallar, Vevaxel, Vevhus, gjutdelar samt ömtåliga delar. Som konserveringsvätska har jag använt en blandning av diesel och tjock växellådsolja som blev riktigt klibbig och bra. Skicket på motorn har varit betydligt bättre än jag föreställt mig och är ett mycket bra renoveringsobjekt.
De som följt demonteringen av motorn på hemsidan får nu ta en paus för nu skall jag börja demonteringen av Grenå 27:an.