
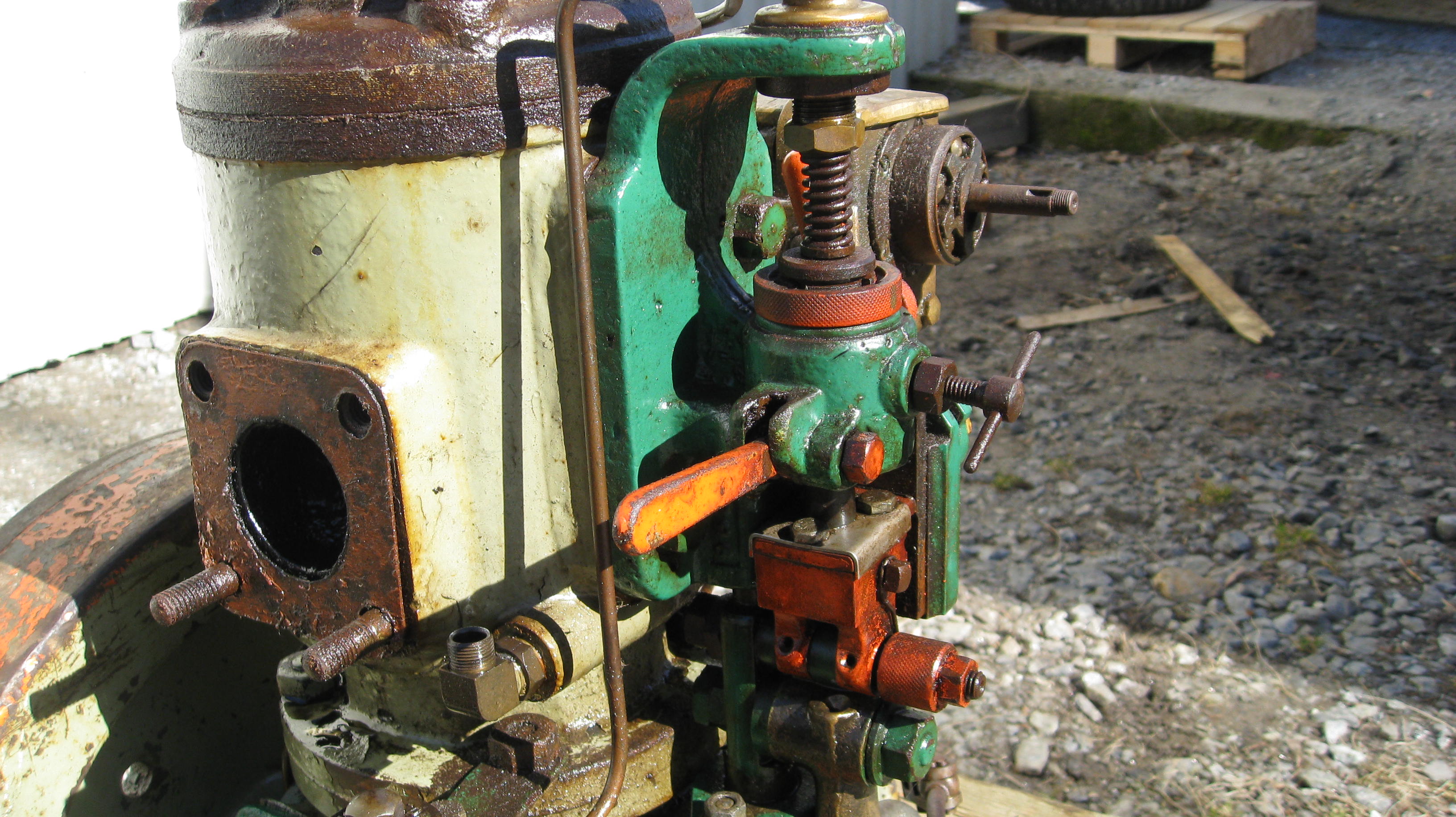
Seffle 3/4 HK ( före renovering)
Motorn saknar i skrivande stund bottenram och koppling men är i övrigt gott skick och med bra komp.

Tillverkare: AB Seffle Motorverkstad, Säffle
Typ: 3-4 Hk
Tillverkningsnummer: okänt
Tillverkningsår: 1915-1920
Effekt: 3-4Hk
Varvtal: Okänt
Varvtalsreglering: Frislagsregulator
Startsystem: Tändkula. Handstart
Framdrivning: Vridbar propeller
Levererad den: Okänt
Motorn har varit monterad i: Okänt
Motorn från andra sidan

Frislagsregulatorn
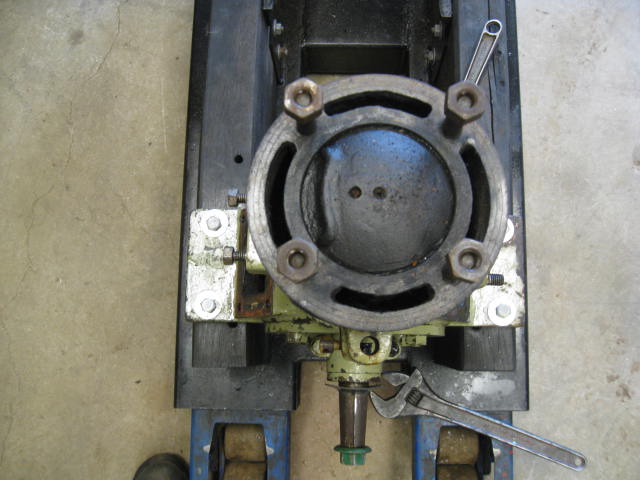
Demonteringen påbörjad

Ursprungligen hade jag tänkt mig att bara iordningställa smörjoljesystemet och startat motorn, men när jag kontrollerade den lite noggrannare framkom att den var mycket smutsig och rostig i vevhuset och att det därför var bäst att demontera den i sin helhet och samtidigt göra en ordentlig kontroll av samtliga detaljer. Det är en liten motor och skillnaden i arbetsinsats är inte speciellt stor.
Cylinderns kylkanaler
Som synes är kylkanalerna fria från rostangrepp vilket visar att den gjort sin arbetsinsats i sötvatten.
Topplocket

Även topplocket är perfekt.
Vevstakslagrets märkning

Det är viktigt att man kontrollerar hur märkningen av vevlagerhalvorna sitter innan man demonterar. Tyvärr tog jag ingen bild när excenterskivan lossades. Skivan kan vridas på axeln och därigenom ändra insprutningstiden och för att kunna återmontera den i exakt samma position som tidigare, gjorde jag ett par körnslag i skivan och på vevaxeln. (nu skall man inte lita på att alla delar har monterats korrekt tidigare, men det är rimligt att skivan varit någorlunda rätt monterad eftersom motorn troligen var fungerande när den togs ur drift. (inställningen får jag återkomma till när det är dags för återmontaget)
Kolv och cylinder

Kolv och cylinder ser ut att vara helt ok. "slicken" har beckat fast men bör inte vara några problem att få loss.
Vevtappen

Vevtappen ser ganska ok ut, men har pittingskador på ovansidan. Detta får kontrolleras noggrannare när vevaxeln är uttagen.
Vevhusets insida

Som synes är vevhuset i stort behov av rengöring
Vevaxel och främre vevhusgavel
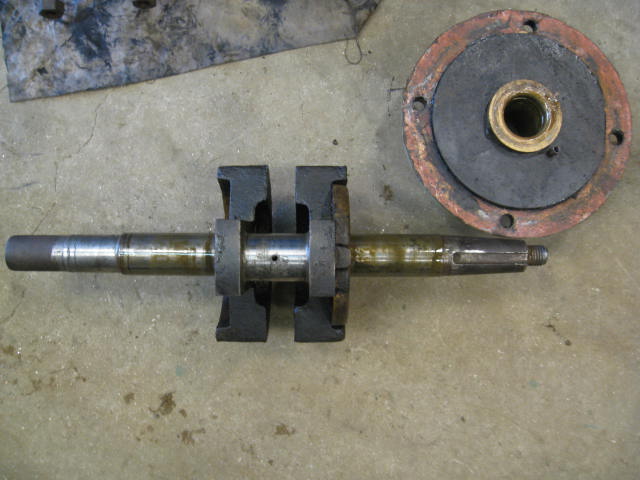
Nu är hela motorn isärtagen och det är dags att börja rengöring och ev åtgärder innan återmonteringen kan börja. Som synes på de första bilderna har den tidigare ägaren tydligen gillat lite extra kulörer när han målat. Detta är inte riktigt min smak så jag kommer att dämpa ner det hela genom att låta all originalfärg vara kvar samt måla om all röda och gröna ytor med en kulör som är så lik originalet som möjligt. (vi får snart se hur resultatet blir)
Vevhuset

Vevhuset är rengjort och klart för montage av vevaxel. Om man tittar noggrant på bilden syns det urtag som gjorts på ovansidan av hålet för främre gavel. Urtaget är till för att vevslängen skall kunna passera när man drar ur vevaxeln (aktre vevhusgavel har inte detta uttag)
Vevaxelns axialtätningar

Jag nämnde tidigare att det inte alltid är så att motorerna är korrekt ihopsatt efter någon renovering, så var fallet här. På var sida om vevslängen skall sitta en fjäderbelastad tätningsbricka som skall glida mot vevhusgaveln och därigenom täta vevaxelgenomföringen. Dessa brickor saknades helt och endast en fjäder och medbringarstiftet var kvar (samma på andra sidan). Motorn fungerar givetvis utan dessa men kommer att få ett sämre oljetryck i ramlagren eftersom oljan läcker in i vevhuset utan motstånd. Två nya brickor och två fjädrar kommer att tillverkas och monteras.
Axialtätningar

Tätningsringar och fjädrar tillverkade och klara för montage
Axialtätningar monterade på vevaxeln

Det är inte så mycket att säga om detta annat än att spelet mellan axel och ring skall vara mycket litet ca 0,05 mm så att de ej kan kantra och fastna under drift samt att de glider så lätt på vevaxeln att fjädrarna trycker ut dem.
Vevaxel monterad i vevhuset

Det måste finnas ett visst axiellt spel mellan vevhus och axialtätningarna. Detta spel kompenseras under drift av fjädrarna som trycker ut axialtätningarna mot vevhuset. Efter att monterat en ny packning på 1,5 mm blev spelet ca 0,4mm.
Vevstakslagret

Efter att vevtappen är putsad och kontrollerad för ev ovalitet är det dags för kontroll av själva vevstakslagret. För att mäta lagerspelet placerades en 0,5mm blytråd i lagret samt monterade det på vevaxeln och drog fast. Därefter lossades lagret och den nu tillplattade tråden kunde tjockleksmätas. Måttet blev 0,23mm vilket är alldeles för stort spel för en så liten vevtapp (Ø 37,45 mm ) och måste åtgärdas. Spelet bör vara ca 0,04 - 0,05 mm. Samtidigt skall lagret skavas in så att anliggningsytan blir mindre.
Blästrade delar

Sprutlackerade delar

Avbröt arbetet med vevlagret för att måla resten av motorn för att färgen skall få tid att härda innan montaget börjar. Den blev väldigt grön, men kulören är faktiskt identisk med originalet, vi får se hur det blir när allt "krimskrams" kommer på.
Fräsning av vevlagerhalva

För att minska lagerspeler frästes vevlagrets underhalva av 0,15 mm
Demontering av kolvringar

Kolvringspåren är svårt koksade och behöver rengöras varför kolvringarna måste demonteras. Med hjälp av bågfilsblad med avslipade tänder går det enkelt att ta av ringarna utan att de går sönder. Samma metod användes när ringarna skall på igen. Observera märkbrickorna som jag sätter fast vid ringarna allt efter som de demonteras, detta för att de skall hamna på samma plats igen. Detta är mycket viktigt eftersom ringarna har slitit in sig på sin position,(som bestäms av stoppstiften) och om man byter plats på ringarna kommer kompressionen att försämras. (om cylindern är mycket sliten och oval kan kompressionen bli så dålig att motorn inte startar, detta kan även inträffa om man byter till nya ringar i en sliten cylinder). Kolvringar blir mycket spröda när de är kalla (minusgrader) och bör därför värmas åtminstone till rumstemperatur innan arbetet börjar.
Skitiga kolvringspår

Som synes behöver spåren en ordentlig rengöring. Kolvringspåren var ok och glappet mellan kolvring och spår var ca 0,1 mm. Det övre spåret skall ha ett något större glapp och låg här på 0,15 . vilket är helt ok . Kolvringsgapet när kolvringen var monterad i cylindern var 0,4mm vilket också är acceptabelt.
Cylindermätning

När cylindern är demonterad skall man passa på att mäta upp cylinder (och kolv) för att kontrollera slitaget och ev ovalitet. Ovaliteten var här försumbar max 0,03mm. det minsta spelet mellan kolv och cylinder var 0,07mm vilket är perfekt. Observera att det skall vara betydligt större spel vid kolvtoppen (pga högre värme) spelet här var 0,26mm. Kolven hade kraftiga repor på ena sidan, vilket givetvis inte är bra, men kommer troligen inte att märkas. Åtgärden är att jämna till det med fin smärgelduk.
Fjädertillverkning

Svänghjulet fodrade en hel del arbete innan det kunde monteras. Starthandtaget var fastrostat och returfjädern förstörd, kilspåret i vevaxeln var 1/2" brett medan det endast var 8mm i svänghjulet (troligen har kilspåret i vevaxeln blivit slitet och man har åtgärdat detta genom att fräsa ett bredare spår) vilket medförde att en trappkil måste tillverkas, även vevaxelmuttern behövdes tillverkas. Detta är små enkla arbeten att utföra men tar tid.
Nytillverkade svänghjulsdelar

Svänghjulsmontaget

Och så var det dags att montera, för att undvika att vevaxeln blir krokig när man slår fast vevaxelmuttern (muttern skall åtdragas hårt) brukar jag lägga en träkloss på pallyftaren och sätta den under svänghjulet.
Frislagsregulator och smörjapparaten på plats

Även frislagsregulatorn och smörjapparaten saknade delar som fick tillverkas, men nu är det klart och delarna på plats.
Smörjoljeledningar

Smörjoljeapparaten består av en oljebehållare där fyra kolvpumpar är monterade inuti, pumparna drivs via en länkarm från excentern på vevaxeln. Oljan pumpas via rörledningarna till smörjställena. Räknat framifrån och bakåt går rör 1 till: CYLINDER o KOLVBULTEN (kolvbulten erhåller olja från "slicken" som skrapar av oljan från cylinderväggen och leder den in i kolvbultslagret). Rör 2 till: SMÖRJOLJERINGERN, genom den centrifugalkraften som skapas när motorn roterar pressas oljan in i vevaxeln och fram till vevstakslagret). Rör 3 till: FRÄMRE RAMLAGRET (glidlager), Rör 4 till: AKTRE RAMLAGRET (glidlager). Rören är vanliga bromsledningsrör 3/16" .
Mätning av "Squish"

Även om jag använder samma packningstjocklekar som tidigare var monterade för cylinderfoten och topplocket (jag sparar alltid någon del av alla packningar när jag demonterar motorerna och slipper därmed att fundera på vilka tjocklek som skall användas) skall man ändå göra en kontroll av frigången mellan kolvtopp och topplocket, SQUISH, (topplocket skall monteras med packning när kontrollen genomföres). Jag lägger in en tråd lödtenn, monterar topplocket och drar runt motorn, demontera och mät tjockleken på tråden. I det här fallet var minsta måttet 1,5 mm vilket jag anser vara ok (har inga dokumenterade värden att referera till)
I det närmaste klar

Nya ledningar för smörjolja, kylvatten samt bränslet är monterade. Nu återstår det inte mycket förrän motorn kan startas.