
Här skall jag försöka beskriva hur jag tillverkat kolvringar till en 8 Hk Seffle enligt värmebehandlingsmetoden.
Grovsvarvning

Kolven jag skall använda är en ÖD kolv med en ytterdiameter av 114,55mm varför cylindern honades till 114,63mm (detta mått har jag bestämt genom att använda en tumregeln att det totala glappet mellan kolv och cylinder skall vara 0,07mm/100mm cylinderdiameter. Kolvringarnas innerdiameter färdigsvarvades till 106,3 mm (en mm större än kolvringsspårets innerdiameter) och ytterdiametern grovsvarvades till 115,8 .
Kolvringsämne fick jag genom att använda ett kasserat cylinderfoder (av okänt ursprung).
Avstickningsverktyg
Eftersom man nästan alltid tillverkar ett set kolvringar bestående av tre eller fyra ringar samtidigt och det är viktigt att de blir exakt lika breda (även om de skall planslipas), tillverkades ett verktyg där de kunde stickas av till exakt lika bredd varje gång (trodde jag) det blev helt kass! kanske inte stålhållaren men de slipade stickstålen blev slitna omgående och därför inte skar rakt. Så det hamnade i en låda för "framtida utveckling" och stack av ringarna på det gamla vanliga sättet i stället. Bredden på färdiga ringar skall vara 8mm (kanske 7,9 i original, men kolvringspåren blir slitna med åren) varför de kapades till 8,2 (0,2mm slipmån).
Fräsning av urtag för kolvringknaster

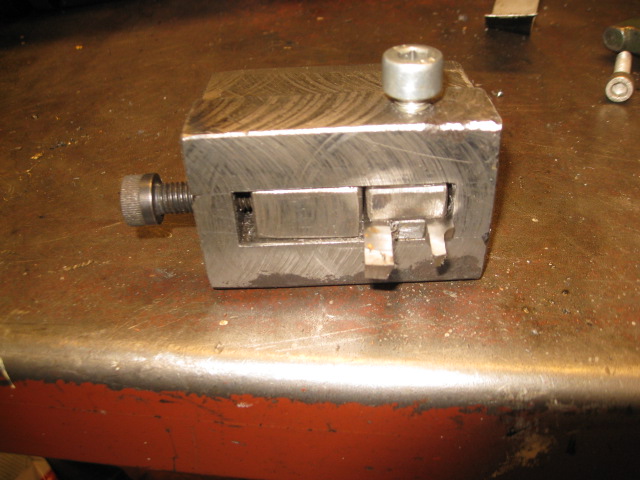
För att inte kolvringarna skall rotera under gång är kolven försedd med knaster i kolvringspåren och urtag måste fräsas i kolvringarna. Knastren är 1/4" i diameter (6,35mm) och urtagen frästes ur med en 8mm fullradie pinnfräs. Kolvringarna är av gjutjärn och relativt tunna och det gäller därför ringarna sitter ordentligt fast och med stöd under fräsningen. För detta ändamål fick en fräsfixtur tillverkas. Ovanstående bild visar underdelen på fixturen med en kolvring ilagd. Ovanpå detta monteras en plan platta som håller fast ringen. (se nedanstående bild)
Fräsning av knasterspår forts...

Urfräsningen klar

Kolvringarna klara för kapning
Beräkning av kolvringsgap för tändkulemotorer
Vid tillverkning av kolvringar måste man beakta den längdförändring som kolvringarna får under drift orsakad av ökad temperatur . Detta hanteras genom att utföra gapet i ringdelningen (när ringen är monterad i cylindern) så stort att det aldrig underskrider längdförändringen. Eftersom det florerar olika uppgifter om hur stort detta gap skall vara eller hur det beräknas gjordes en egen teoretisk beräkning enligt följande.
Det viktigaste parametern i beräkningen är vilken temperatur som kolvring uppnår under drift och därmed dess förlängning. Min gode vän Thomas letade fram en studie gjord av en Tysk ingenjör och motorkonstruktör , Hugo Güldner där kolvringsgapet behandlades. Av denna framgår att kolvtemperaturen ovanför översta kolvringen uppmättes till 275 C, kolvringens temp var ca 50 C lägre samt cylinderväggen 75 C (kylmantlad). Temperaturen sjunker snabbt ju lägre ner man mäter på kolven varvid man endast behöver beakta översta ringens temp. Om man vill optimera tätningen så kan de nedre kolvringarnas gap tillverkas mindre. (troligen överkurs) Ovanstående gäller vid normaldrift. Av detta kan man dra slutsatsen att den övre ringen måste ha ett gap som är lika med eller större än den längdutvidgning som ringen får vid 150 grader.
Varje material ökar olika i längd vid temperaturförändringar, längdförändringen har åsatts ett specifikt värde gällande mellan 0- 100 grader och som benämnes "längdutvidgningskoefficienten" (fint ord). Koefficienten för det material som avses finns i materialtabeller eller tekniska handböcker I vårt fall har vi utgått från MNC Bok Nr 3 (Metallnormcentralen) där koefficienten för olika gjutjärnskvaliteter framgår , för gjutjärn och olegerat segjärn varierar de från 0,000010 - 0,000012 För att inte krångla till det så anger detta att en stång med längden en meter ökar med 1mm vid 100 grader temphöjning (om vi använder den lägre koefficienten). Det skall noteras att koefficienten endast är konstant mellan o -100 grader därefter ökar den något men detta kan vi bortse ifrån i våra beräkningar. ( hanteras inom säkerhetsmarginalen)
Exempel : Beräkning av vilket minsta gap som erfordras för en kolvring med diametern 127mm (5")
Gjutjärnets längdutvidgningskoefficient (koff )är 0,000010 -0,000012 ( vi använder 0,000011 i beräkningen).
Kolvringens längd (L): 127 x 3,14 =398,78mm (398,8)
Temperaturhöjning (t): 275-50-75 = 150 C
Formel : t x koff x L
150 x 0,000011 x 398,8 = 0,658 mm ringgap. Detta värde är alltså det minimigap som erfordras vid 150 grader , om temperaturen överstiger 150 grader kommer ringändarna att gå ihop varför det behöver finnas en säkerhetsmarginal på några tiondelar =0,658 + 0,2 = 0,85)
I några tekniska skrifter har jag sett uppgifter om att gapet skall vara 0,3 - 0,4% av cylinderdiametern vilket enligt våra beräkningar skulle innebära att kolvringsändarna går ihop redan vid 86,3 resp. 115 C
Som jämförelse har Skandia för en kolvring med diameter 120mm ett gap på 0,80-0,90 (0,62 + 0,2= 0,82)
Tuxham har för ringar med diameter 190mm ett gap av 1,2mm (0,98+0,2=1,18)
Siffrorna inom parantes anger vilket gap det blir enligt vår beräkning.
Som synes har båda fabrikanterna större spel än Güldners inklusive säkerhetsmarginal och betydligt högre än 0,3-0,4% regeln.
Sammanfattningsvis tyder ovanstående på att det större spelet bör användas om man vill vara något så när säker på att kolvringsändarna inte går ihop (och förorsakar skärning i cylindern) det bör dock beaktas att allt ovanstående är beräknat på en temp differens på 150 grader.
Kapning av kolvringar

Kapningen görs i urtaget för knastren och gapet gör jag till 0,7 mm (0,59 + 0,1 i säkerhetsmarginal= 0,7 enligt ovanstående beräkningsmodell). Detta mått kommer att bibehållas när ringarna monterats i cylindern. Delningen gjordes med en hobbysåg som har en bladtjocklek på 0,5mm och resten filas senare till rätt gap. Kolvringarnas huvudsakliga tätning utgöres dels mot cylinderväggen men också mot kolvringspårens undersidor, vilket medför att kolvringarnas och kolvringspårens undersidor skall vara plana. Kolvringarnas tryck mot cylinderväggen erhålles dels från den fjäderspänning som blir inbyggd i kolvringen under tillverkningen dels från att förbränningsgaserna trycker på ovan- och insidan av kolvringarna.
Värmebehandlingen

Nu skall ringarna värmebehandlas för att få sin slutliga spänst. Detta erhålles genom att ringarna spänns ut över ett fyrkantjärn och sedan kläms fast på en stålplatta (behövs för att inte ringarna skall krokna vid uppvärmningen). I detta fall har ringarna spänts ut 14mm (befintliga ringar har ett gap på ca 10-12mm men jag tog till lite extra eftersom de kan fjädrar tillbaka en aning). Därefter placeras hela "paketet" in i en värmeugn som värmdes upp till 580-600 grader C. Jag tog ingen tid på uppvärmningen men efter att ha uppnått inställd temp (600 C) fick de ligga i denna temp i en timma varefter jag stängde av och lät ringarna svalna i öppen ugn. Det finns många teorier om vilken temp som bör användas, men vad jag hittills fått fram genom att läsa olika artiklar om värmebehandling så har jag fastnat för ovanstående med förhoppning om att grundmaterialet inte genomgår någon större, för ändamålet, skadlig förändring. Här kan läsare som besitter kunskap i ämnet kontakta mig (mail, tel etc) så skall jag belysa ämnet lite bättre.
Här skulle det vara en bild på ringarna (läsaren får använda fantasin i stället) som nu har fått ett gap av 12mm (ej monterade i cylindern), värmebehandlingen hade inte helt lyckats lösa spänningarna i materialet utan det fjädrade tillbaka 2 mm (fyrkantjärnet var ju 14mm). detta är helt ok och de nya ringarna har nu samma gap som originalet och därmed ungefärligen samma spänst när de komprimeras i cylindern.
Fixturer för svarvning av ytterdiameter
För att kunna svarva ytterdiametern till rätt mått måste ringen monteras på en fixtur där den låses med rätt gap i delningen. För detta ändamål behövs flera olika fixturer: Svarvfixturen (som visas på bilden) där den vänstra diametern endast är för fäste i chucken, nästa är också en diameter utan betydelse , därefter kommer den diameter som skall vara precis så stor att "centreringsfixturen" kan träs över (beskrives senare). Nästa är bakstödet för ringen med diametern 0,5mm under ringens färdiga ytterdiameter. Och så den sista som skall ligga på ca 0,1 mm under ringens innerdiameter.
Centreringsfixturen
För att kunna montera på ringen med rätt gap i delningen och samtidigt få den centrerad på svarvfixturen tillverkas en ring med exakt samma invändigt mått som kolvringens grovsvarvade ytterdiameter (115,8). Kolvringen trycks in i fixturen och gapet i delningen är nu exakt 0,5 mm (som det kapades, filningen till korrekt gap 0,7mm göres senare när ringarna är färdigsvarvade) Som synes på bilden är centreringsfixturen" bredare än ringen och det är denna del som skall träs över svarvfixturen.

Kolvringen monterad på svarvfixturen

Här är centreringsfixturen" med kolvring uppträdd på svarvfixturen och därmed centrerad.
Ringen monterad och klar för svarvning

Utanpå kolvringen monteras en tryckplatta, med diametern 0,5mm mindre än den färdiga kolvringens ytterdiameter. Med en skruv i centrum kläms ringen fast på svarvfixturen så hårt att den inte kan fjädra ut under svarvningen. Notera att denna platta måste vara så tjock att den inte böjs under åtdragningen och ger ett utåtriktat tryck på kolvringen som därigenom kan "sprätta ut". När detta är gjort kan man dra av centreringsfixturen och svarvningen till färdigt mått kan utföras. Färdigt mått i detta sammanhang är samma som cylinderdiametern. (detta mått skall vara inom någon 100-del)
Kontroll i cylindern

Innan ringarna slutligen planslipas är det förståndigt att kontrollera att varje ring har rätt mått och tätar runt om. Tätning runt om göres visuellt och det är ganska lätt att se om inte ringen sluter helt till cylindern på något ställe (detta utgör inget problem i detta fall eftersom cylindern är honad och "helt" rund.) Den andra kontrollen är ringgapet, efter filning, är 0,7 mm och mätes med ett bladmått.
Planslipning

Som tidigare påpekats utgör undersidan av kolvringen en stor del av den totala tätningsytan och bör därför behandlas därefter. För att få så god tätning som möjligt planslipas sidorna på ringarna. (detta är inget jag kan göra själv eftersom jag saknar planslip) men det går säkert bra att tejpa fast ett fint våt slippapper på en glasruta (om man inte har något annat underlag som är helt plant) och slipa dem för hand. Eftersom jag hela tiden avsett att maskinslipa ringarna har jag lämnat två tiondelar som slipmåm, detta är för mycket om man avser att handslipa och bör då inte överskrida 0,1mm.
Samtliga fixturer

Eftersom det är första gången jag tillverkar kolvringar har det kanske blivit för mycket grejor, men det är enkla delar så om det skulle bli någon onödig del så är det ingen katastrof. När ringarna kommer tillbaka från planslipningen inträder "sanningens minut", kommer de att fungera bra? Den spännande fortsättningen följer... Ringarna har nu monterats i motorn som startade direkt och fungerar utan anmärkning men skall "köras in" några timmar för att tätningen skall bli 100%-ig.