
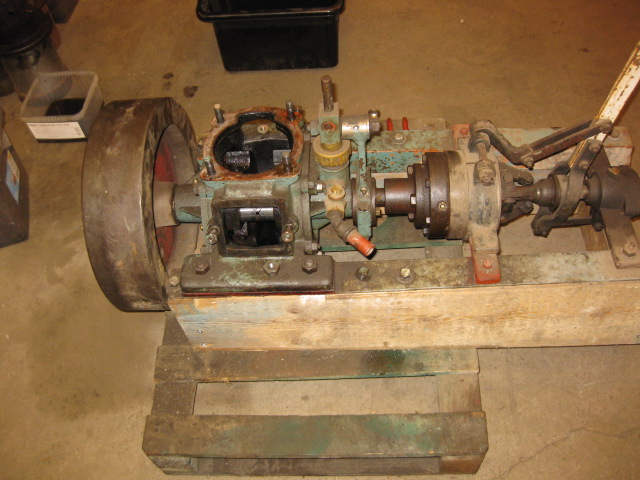
Rapido/Skoog 4-7 Hk ?
Motorn är komplett och startar men behöver en ordentlig översyn.

Rapido frislagsmotor
Tillverkare: E.Skoogs Maskinaffär o Mek. verkstad, Gefle
Tillverkningsnummer: ?
Cyl. Diameter: 114,7 - 115,3
Slaglängd: 130 mm
Effekt: 4-7 Hk ?
Varvtal:?
Det har varit ett långt avbrott i uppdateringen av hemsidan men det har sina skäl. Dels har frun och jag varit på tur med husbilen , dels har jag arbetat med tillverkning av en stor stöddocka till svarven så att jag skall kunna (förhoppningsvis) svarva upp cylindrar till ÖD, vilket kan komma att bli aktuellt för denna motor.
I överskriften skrev jag för länge sedan att motorn behöver en ordentlig översyn vilket inte är någon överdrift efter att ha inspekterat den noggrannare. De stora arbeten som hittills framkommit är att cylinderns kylmantel har sprickor som måste svetsas och att cylinderloppet är slitet ca 1 mm vilket gör att den bör borras till öd med ny ÖD kolv (finns) samt tillverkning av nya kolvringar. Utöver detta kommer det säkert fram mera saker som måste åtgärdas allt efter som jag demonterar den.
Cylinder

Cylindern har en lång spricka i kylmanteln. Förhoppningsvis är den orsakad av frost och inte rost. Vid rostsprängning kan godset vara så anfrätt att det inte går att svetsa men detta kommer att visa sig när det blir dags att ta itu med problemet.
Tändkulan o topplocket
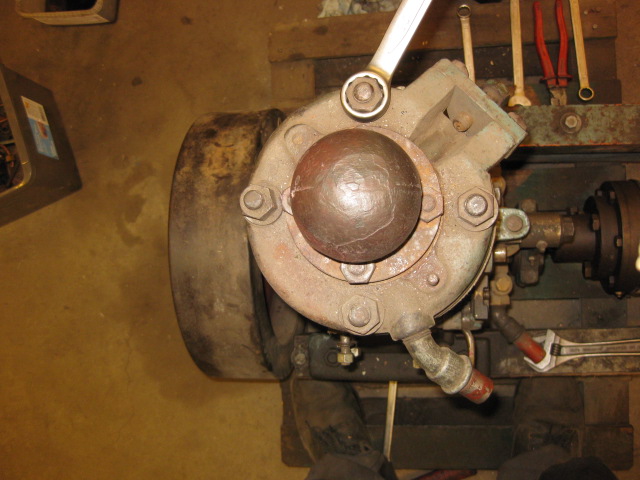
Denna tändkula gör verkligen skäl för namnet.
Topplocksbultarna

Samtliga topplocksbultar satt så hårt fast att de inte gick att ta loss med värmning och rörtång, man får vara försiktig och inte ta i för mycket då risken att något går sönder/sprickar är stor. Ett säkrare tillvägagångsätt är att försöka med en mutterdragare ( i det här fallet fick jag använda en 1" dragare för att få tillräcklig kraft) . Tillvägagångsättet är att tillverka en lång mutter som svetsas fast på toppen av topplocksbulten (orsaken till att den skall vara lång är att förhindra att bulten böjer sig och att man får många gängor som tar upp lasten) Innan jag började med mutterdragaren värmde jag bultarna rödvarma och som fick svalan något innan de belastades. Detta fungerade utmärkt och alla bultar kom loss och inga skador. Jag får däremot tillverka nya bultar
Mutterdragare i position

Losstagen bult

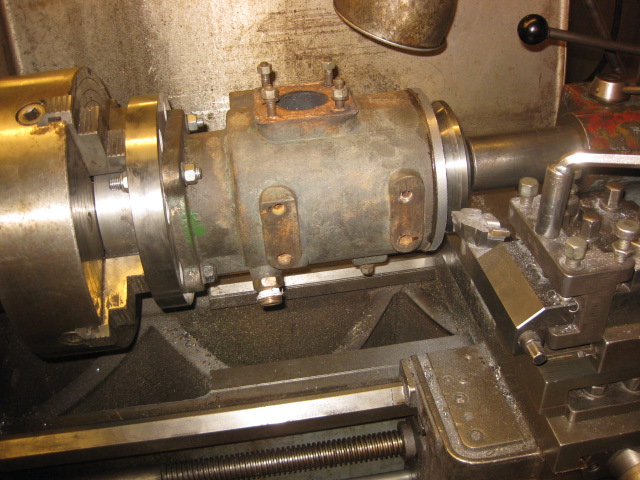
Demonterad ner till vevhuset
Här pausar jag demonteringen och börjar med iordningställande av cylindern, kolv och kolvringar.
Stöddocka
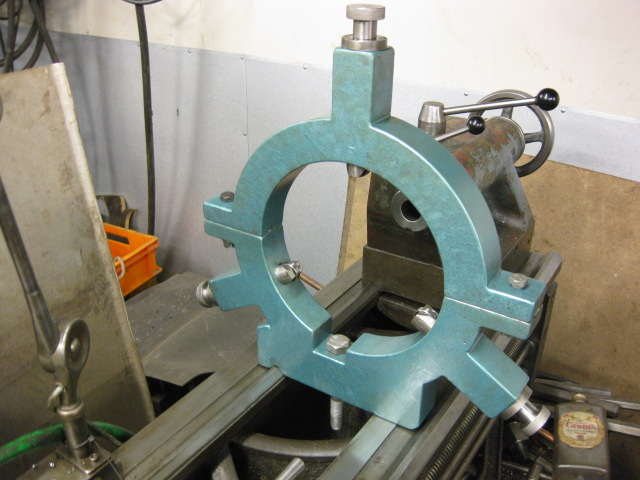
Jag har för avsikt att "borra" upp cylindern till en ÖD för att förbättra kompressionen samt få ett korrekt spel mellan kolv o cylinder. För att kunna göra detta i svarven behöver jag en stor stöddocka vilken jag försökt få tag på i många år. Även provat på auktioner men prisbilden har varit för hög. Lösningen blev att göra en själv. Nu är den klar men det har varit väldigt mycket arbete så några fler sådan kommer inte att bli tillverkade i min verkstad!
Nu skulle jag kunna komma igång igen med motorn men det har kommit ett mer akut arbete som får gå före. (En Seffle S14 som skall sättas i en båt.). Skall försöka få in den på hemsidan också. Rapidon får vila lite till , men förr eller senare kommer även den att bli renoverad.
Nu börjar vi! och det första blir att försöka få ordning på cylindern.
Sprickindikering

Första åtgärden är att fastställa sprickornas utbredning. Detta görs enklast med sprickindikering. Som synes framgår även små sprickor som är svåra att se utan sprickindikering.
"Stopphål"

För att förhindra att sprickan utbreder sig under svetsningen, borras ett hål (3,5mm) i slutet av sprickan . Man bör borra en liten bit och i längdriktningen från det "synliga" slutet på sprickan eftersom den kan gå snett inåt i godset
Fogberedning

Sprickorna slipas upp och med en 1mm slipskiva och formas slutligen med en roterande fil för att inte få några vassa kanter samt att få bort ev sliprester från slipskivan. Fogen skall göras så smal som möjligt men inte smalare än att man får full penetrering ner i roten.
Färdig svets

Svetsningen utfördes med Esab Elektrod 92.18 (första lagret ) samt övriga med 92.60. Som synes blev det ingen vacker svets men det brukar bli så när man kör korta strängar (2 cm). Varje sträng skall sträckas ( hamras med slagghackan) omgående efter att den är lagd för att kompensera för krympningen vid svalning. Svetsen utfördes utan förvärmning men cylindern värmdes ändå upp till ca 100 grader för att få bort all fukt. För noggrannare beskrivning av svetsning av gjutjärn se beskrivningen under fliken "svetsning av gjutjärn".
Uppspänningsfläns
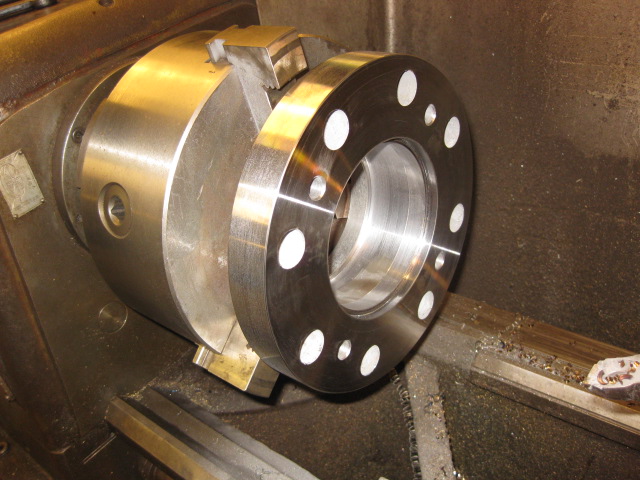
Cylindern skall borras (svarvas) upp för att passa en ÖD kolv och behöver därför en kraftig anordning för att den skall sitta ordentligt fast i svarven under bearbetningen. Därför tillverkades en fläns med en påsvetsad rörbit på ena sidan. Alla ytor grovsvarvades för att de skulle bli plana och kunna riktas efter att flänsen monterats i fyr-backchuck (att jag använde denna var enbart beroende på att den är betydligt kraftigare än den vanliga tre-backchucken.) När den var uppsatt kunde jag finsvarva ytan mot cylinderfoten och hålet för cylinderfotens "styrdiameter". Med detta förfaringsätt erhölls en perfekt uppspänning.
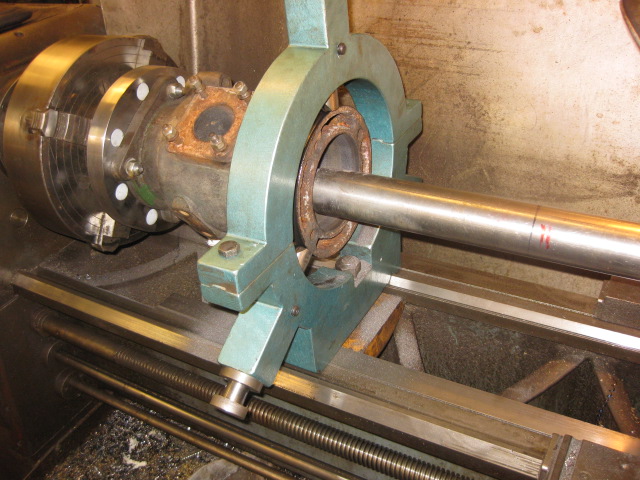
Cylindern på plats
Här är cylindern fastskruvad i flänsen och med dubbdockan i toppändan för att bearbeta cylindertoppflänsen (måste vara helt rund för stöddockans stödhjul).
Stöddockan
Här sitter den med min egentillverkade stöddocka och med en lång svarvbom med diameter 55mm. Jag använde hårdmetallskär (som jag var tvungen att få slipat ordentligt vasst för att få en bra yta). Hela förloppet gick över förväntan utan vibrationer.
Svarvningen klar
Cylindern svarvades till 0,08 mm under färdigt mått, resten skall honas bort.
Honing

För att få en fin och slät yta honas de sista 100:a delarna till rätt mått. För att förenkla hanteringen av honingsverktyget och borrmaskinen bör man ha ett balansblock som tar bort vikten av honingsutrustningen, men det är kostbara prylar så det fick bli en nödlösning med två block i taket, en spann och ett rep som förband honingsutrustningen och spannen. Spannen fylldes med metalldelar tills honingsutrustningen blev viktlös. Detta fungerade faktiskt väldigt bra!!
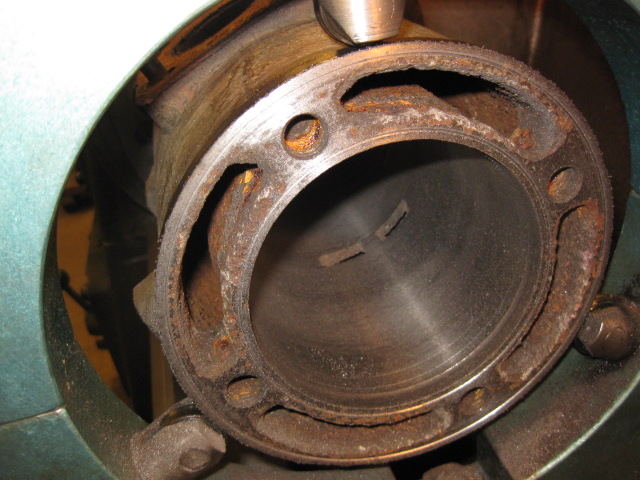
Cylinderloppet klart

Cylinderloppets diameter honades upp till färdigt mått som är 0,08mm större än kolvens ytterdiameter. Detta mått har jag baserat på tumregeln att spelet mellan kolv o cylinder (cyl.dia.- kolv.dia).bör vara ca 0,07mm per 100mm cyldiameter som i detta fall blev 116,02 mm.