

Typ Seffle 14
Tillverkare: AB Seffle Motorverkstad, Seffle
Tillverkningsnummer: Okänt
Tillverkningsår: 30 Tal ?
Effekt: 7 HK
Varvtal: 650
Varvtalsreglering: Pendelregulator
Startsystem: Tändkula, handstart
Drift: Okänt
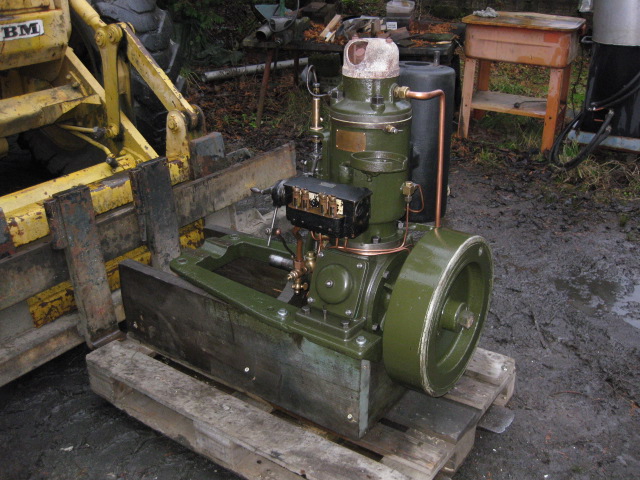
Målet för denna motor är att återställa den i originalskick, målas i samma gröna kulör som den stationära Seffle 15C 7 hk jag tidigare renoverat, för att därefter kunna visa båda motorerna sida vid sida där man kan studera skillnad/likhet mellan en stationär- och en marinmotor av samma typ och storlek.
Motorn är i stort sett komplett men har en hel del "skavanker" som måste åtgärdas om den skall bli fungerande och i originalskick. Det mest besvärande är cylindern som dels har mycket rostanfrätta kylkanaler, dels har den borrats upp någon gång till ÖD 5 1/16" (128,58 mm). Tyvärr är cylindern så sliten att kolvspelat är ca 1mm! Kolven däremot, är bara sliten några hundradelar! Utöver detta har man installerat kolvringar med standard mått (127mm) vilket medför att kolvringsgapet är över 6mm!. Jag har en annan 7 hk stående, som har en standard cylinder med i stort sett rostfria kylkanaler. Även om det "bär emot" kommer jag att använda den som reservdelsmotor. Men även denna cylinder är så hårt sliten i cylinderloppet att den behöver borras för att få till en fungerande motor. Vad som kommer att ske är att den "nya" cylindern kommer att borras upp till ÖD 5 1/16" för att passa kolven och därigenom få korrekt kolvspel.
Cylindern

Som synes är kylkanalerna hårt rostangripna. Det finns dock tillräckligt med anliggningsytor kvar för att topplockspackningen skall kunna täta både mot kompressionen som mot kylkanalerna. Men det invändiga slitaget gör att den knappast kan användas och förpassas därför in i förrådet.
Kolven

Till skillnad mot cylinder är kolven i utmärkt skick. Kolven är en överdimensionskolv (ÖD) med diametern 5 1/16" (128,58mm ), Standard diametern är 5" (127mm)
Kolvringar

De kolvringar som var monterade var standardringar (diameter 127mm) vilket passar dåligt i en cylinder med måttet 128,58. Kolvringsgapet är ca 6,5mm!
Demontering av svänghjul

Jag har tidigare tjatat om vikten av att palla under svänghjulet innan man börjar att lossa svänghjulsmuttern. orsaken är att muttern brukar vara hårt dragen och att det behövs minst en handslägga för att den skall lossna. Om inte svänghjulet pallats under kommer all kraft från släggslaget att hamna i vevaxeln som i värsta fall kröker sig. Svänghjulsmuttern på Seffle motorer (åtminstone dom jag träffat på ) är vänstergängad.

Det behövs kraftiga grejor för att få loss svänghjulet från vevaxeln. Oket består är två förstärkta U-100, dragstängerna är 5/8" samt domkraften är på 30T. Normalt brukar svänghjulen sitta så hårt fast att man måste värma hjulet innan det lossnar. Vid värmning är det viktigt att värmningen först anbringas på svänghjulets ytterbana till ca 70-100 grader. när tempen uppnåtts skall man börja värma inåt navet varefter det brukar lossa med en smäll. Värmningen skall ske så att man får en jämn fördelning av värmen över ytorna (ingen punktvärmning) Domkraften skall vara uppspänd under hela förloppet. I det här fallet lossnade hjulet utan värmning!
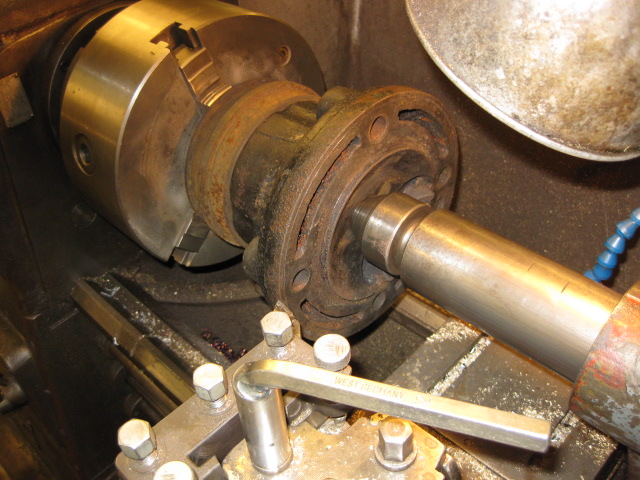
Demontering forts....

En stor del av demonteringsarbetet består av att lossa delar från axlar och konor som sitter hårt fast och fordrar speciella avdragare. Här lossas kopplingstrumman från vevaxeln. Den sitter på en cylindrisk del med kil och en låsskruv och borde vara enkel att få loss. Men fin passning mellan axel och hål samt att den suttit på plats i många år gör att den sitter ordentligt fast. Den är av gjutjärn så man måste vara försiktig och till varje pris undvika att försöka slå loss den, resultatet brukar bli en trasig del eller krokig vevaxel. I stället monterades en tjock plåt med ett utskuret hål i som kunde träs över axeln och passa precis bakom trummans ända , två dragstänger och en 30 T domkraft( onödigt stor) medförde att den lossnade utan problem.
Regulator och vattenpump

Frislagsregulatorn och vattenpumpen har demonterats i ett tidigare skede (i samband med demont. av cylindern) . En funktionsbeskrivning kommer senare i samband med renoveringen.
Demontering av excenterskivan

Excenterskivan sitter monterad på vevaxeln och är låst i position genom två skruvar. Genom att vrida excenterskivan kan man förändra tidpunkten när bränsleinsprutningen påbörjas (grader före ÖD). Fabriksinställningen brukar framgå av märken dels på excenterskivan och dels på vevaxeln. Det är bra att ha kontroll på hur dessa märken korresponderar då man kan förutsätta att motorn har fungerat med denna inställning. I många motorer har delar bytts ut och excenterskivans inställning och märkning kan variera en hel del så håll koll!!. Inställningen av insprutningstiden brukar utföras genom att mäta hur många mm före ÖD som insprutningen skall starta. Men mer om detta senare.
Vevlagrets Smörjoljenippel

Nu är det dags att demontera vevhusgavlarna från vevhuset för att få ur vevaxeln. Innan dess måste nippeln för vevlagersmörjningen demonteras (den långa nippeln på bilden). Nippeln sitter monterad i ena gaveln och går in i smörjoljeringen. Smörjoljeringen kan vara utförd i mässing eller gjutjärn och i båda fallen tunna och ömtåliga. Om inte smörjoljenippeln först demonterats är det stor risk att den hakar tag i smörjoljeringen vid demonteringen av gaveln och i värsta fall fördärvar ringen. En smörjoljering är nästan omöjlig att få tag på och inte enkla att tillverka heller så var försiktiga.
Vevhustätningen och smörjoljeringen

Här är vevhusgaveln borta och man kan se (även om det är en dålig bild) tätningsringen som tätar vevhuset från utsidan (ringen är fjäderbelastad så att den alltid trycker mot vevhusgaveln). Man kan även se smörjoljeringen som i detta fall är utförd i mässing.
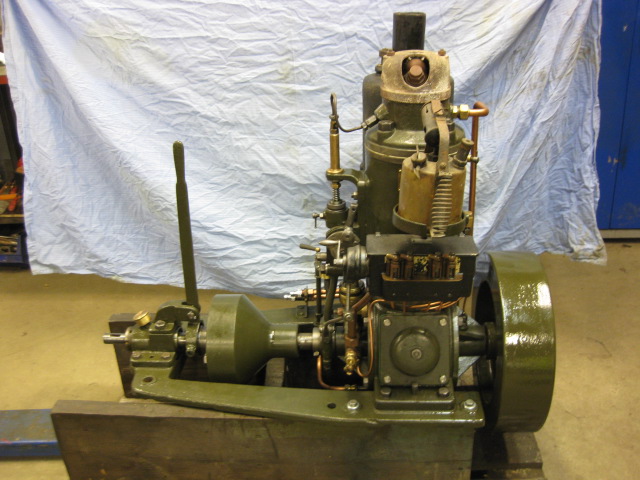
Motorn isärplockad
Nu är motorn isärplockad i sina större beståndsdelar och arbetet med rengöring och detalj/funktionskontroll av alla detaljer kan påbörjas och det egentliga renoveringsarbetet startar..
Sprucken oljeanslutning

När rengöringen av de olika delarna börjar, kommer även överraskningarna fram! Det skall egentligen inte kallas för överraskningar för det vore konstigt om inte en motor hade varit ute för ett och annat missöde under ett 80-årigt liv! Här har en av vevhusgavlarna en sprucken "vårta" för oljeanslutningen. Först trodde jag att den bara var lagad med plastic padding, men det visade sig vid närmare koll att man satt på en mässingring runt anslutningen och sedan fixerat den med plastic padding.
Plastic padding

Plasic padding är som synes inget bra medel för att täta delar med. I det här fallet så har plastic paddingens funktion bara varit att hålla mässingringen på plats vilket väl fungerat?
Sprickan

Som synes är det en ordentlig spricka där en stor bit troligen skulle lossna om man inte ordnar en förstärkning runt om. Det hade varit ganska lätt att slaglöda skadan men det ligger ett babbitslager på insidan som kan ta skada av värmen så det blir nog en påkrympt ring av stål i stället.
Ny förstärkningsring
Ringen blev inte i stål som jag först tänkte, utan det blev mässing i stället (lättare att bearbeta). Ringen krymptes fast med två tiondelar krympmån. Tätningsytan för nippeln måste vara plan och vinkelrät mot borrningen (lite besvärligt att rikta upp) och måste därför planfräsas efter den monterats. Här är anliggningsytan planfräst och klar. För att säkerställa att ringen sitter fast kommer jag att tillverka en kopparbricka som täcker en del av ringen och som låser den på plats när smörjnippeln monterats.

Bottenramen

Bottenramen såg ju ganska bra ut (trots rostskador på ena sidan) men sen upptäcktes att tvärstaget på ramens undersidan (framkant) hade kapats bort? Varför?. Detta är nog inget större problem då motorn skruvas fast med fyra skruv samt stypinnar i ramen. Som jämförelse har Skandia 13 och Drott 10 Hk separata bottenlister på var sida motorn.
Hela bottenramar

Så här skall det se ut!
Topplocket
Topplocket är i bra skick med fina kylkanaler. Även om anliggningsytan ser ok ut är det alltid bra att göra en kontroll av planheten genom att sätta upp den i svarven och ta ett lite skär på en tiondel för att vara säker på att topplockspackningen kommer att täta ordentligt. I det här fallet så såg ytan bättre ut än den var , jag fick "ta av" 0,4mm innan den blev helt plan! Även cylindern hade planats med 0,6mm vid ursvarvningen och topplockspackningens tjocklek får därför ökas med en mm för att kompensera.
Uppspänningen i Svarven

Pinnskruvarna som håller tändkulan satt så hårt fast i topplocket att jag ansåg att det var bättre att låta dem sitta kvar eftersom risken var att skruvarna skulle gå av eller ännu värre att det blev sprickor i locket om jag försökt lossa dom med våld. Detta medförde dock problem vid uppspänningen i svarven, men en gammal innerring från ett rullager fungerade perfekt som mellanbit över bultarna och med hjälp av dubbdockan kunde topplocket pressas fast mot chucken och planingen kunde utföras utan vidare problem..
Målning

Och så var det dags för målning! Färgen och kulören blir samma som för den staionära 7 hk 15C motorn eftersom tanken är att de skall visas samtidigt. (En stationär och en marinmotor av samma typ och storlek). Färgen är Bengalack och nyansen är 8010-G90Y (Olivgrön). Behandlingen är först blästring därefter ett lager utspädd färg med 15% lacknafta samt därefter tre lager outspädd.
Vevhuspackningar

Under tiden som färgen torkar är det bra att tillverka packningar. Börjar med vevhusgavlarnas packningar. De utföres i oljebeständigt packningsmaterial av typ Svedolit, 0,25mm tjock. Det går enklast att "knacka" ut denna typ av packning. Använd en kullagerkula till hålen och en smal hammare för resten. Det är en bra ide att sätta i skruvarna i de första hålen man knackar ut för att packningen skall hålla sig på plats under hanteringen.
Vevhuset klart för vevaxelmontering

Här har främre vevhusgaveln monterats och är nu klar för vevaxelmontaget.
Vevhustätningar

Före vevaxeln kan träs in i vevhuset måste vevhustätningen monteras på axeln. Tätningen består av en fjäderbelastad bricka som trycker mot insidan av vevhusgaveln och därmed tätar vevhuset mot utsidan. Bilden visar fjädrarna som skall trycka på tätningsringen. Problemet detta montage är att det finns ett medbringarstift inuti en av fjädrarna (skymtar i den övre fjädern på bilden). Medbringarstiftet skall äntra i ett hål i tätningsringen och måste sitta på plats under hela tiden tills man fått in vevaxeln på plats i vevhuset. Detta låter ju lätt men brickan trycks ut hela tiden av fjädrarna så det gäller att få något som orkar hålla den på plats under tiden. Lösningen blev tjockt fett som kletades på insidan av ringen som då "klibbade" fast på sin plats under montaget. (man kan inte kontrollera om den har hamnat rätt efter montaget annat än att kontrollera att det finns ett axialspel mellan axel o vevhus).
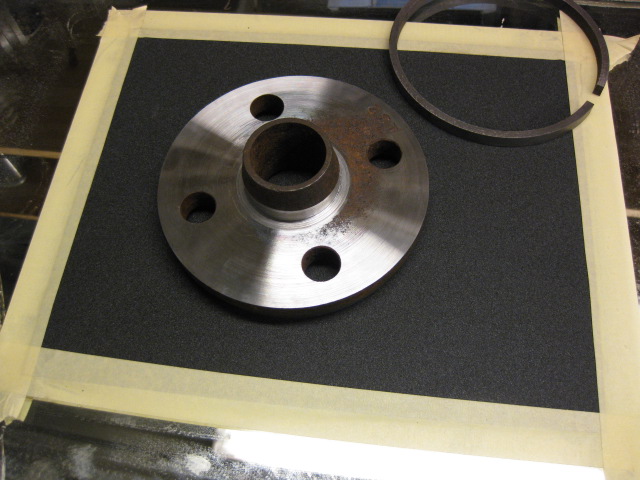
Vevaxel på plats

Cylinder

Cylindern är rengjord och grundmålad samt färdig för ursvarvning ("Borrning") till ÖD 5 1/6" (128,58 mm)
Färdigsvarvad cylinder

Cylinderloppet svarvades inte till färdigt mått utan lämnade 5/100 delar för efterföljande honing
Honing

De sista 100:a delarna honades till färdigt mått (kolvspel ca 0,09mm)
Cylinder o regulator på plats

Det här gick ju lite snabbt, men orkar inte upprepa allt jag skrivit om regulatordelarna och dess funktion igen. Och för dem som är intresserade finns det en utförlig beskrivning på sidan "Seffle 15C 7 Hk. Som jag tidigare skrivit är denna cylinder en ÖD och behöver därför nya kolvringar. Tyvärr är det besvärligt att få tag i kolvringar över huvud taget och ÖD i synnerhet varför jag avsåg att tillverka själv. Även material är besvärligt att få tag på, (om man inte vill köpa dyrt från en materialleverantör) lämpligt material är gjutjärn GG25 . En god vän till mig hade börjat gjuta smådelar till sig själv som hobby och gjöt upp ett ämne till mig. Detta svarvades till lämpligt mått (med svarvmån för slutlig justering efter värmebehandlingen) och lades därefter in i en ugn för värmebehandling (för att erhålla ring gapet). Jag hade under svarvningen lagt märke till att materialet var ovanligt hårt och gjorde därför en hårdhetstest som visade att det var alldeles för hårt och beslöt därför att skrota ringarna samt försöka få tag på annat material. Detta är så långt jag kommit med denna motor men "lägger den på is" ett tag för det är en annan motor som jag måste ta itu med. Håll koll på sidan så kommer den att dyka upp så småningom.
Nu är det dags att starta upp verksamheten efter sommarens husbilsresor etc. Börjar där jag slutade med att tillverka nya kolvringar. Hur tillverkningen går till har jag beskrivit tidigare under rubriken "övrigt, Kolvringstillverkning" och kommer därför inte att gå närmare in på detta.
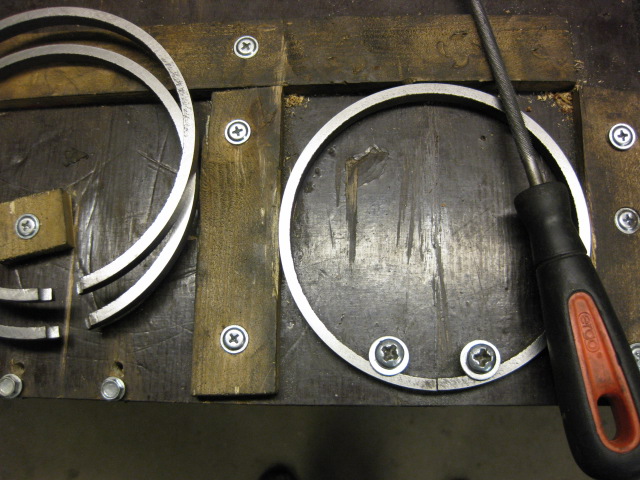
Tillverkade kolvringar

Planslipning

I brist på en planslipningsmaskin får man ta till andra metoder. Här har jag tejpat fast ett våtslippapper på en spegel, tillverkat en hållare, och sedan är det bara att slipa sidorna tills de blir släta. Slipa med en rörelse som utgör en åtta samt byt tag då och då för bästa resultat.
Hållaren med en ring på undersidan (syns ej på bilden)
Planslipa ändar

För att få ändarna planslipade och räta mot varandra använder jag den här lilla "maskinen"
Filning av "knasterurtag"
Eftersom kolven är försedd med knaster i kolvringspåren måste urtag för dessa filas ur kolvringarna. Har tidigare fräst ur spåren men här förenklat genom att fila (resultatet kanske inte ser lika proffsigt ut men fungerar lika bra) Var observant på att spelet mellan knaster o kolvring måste vara lika stort som kolvringspelet ( i detta fall 0,7mm)
Justering/Skavning av vevlager

Innan man börjar skava in lagret bör anliggningsytorna justeras då de i allmänhet brukar vara ganska illa behandlade. Detta går utmärkt att utföra med en plan och rak fil. Kontrollen av anliggningen mellan halvorna utföres med märkfärg.
Skavning av lager

Detta moment har jag också beskrivit många gånger , så jag visar bara resultatet. Någon kanske tycker att det är för dåligt skavt, men de områden som inte har anliggning (ingen märkfärg) kanske bara är någon 100 del från full märkning. Det skall inte vara någon anliggning upp efter sidorna mot oljebrunnarna.
Montering av kolv i cylindern

Jag använder en slangklämma för att pressa ihop kolvringarna när kolven skall in i cylindern. Detta fungerar bättre än de speciella kolvringskompressorer som finns i handeln (tycker jag). Glöm inte att montera "slicken"
Mellanlägg mellan vevlagerhalvorna.

Den tidigare ägaren (eller den som satt ihop motorn) hade troligen bara en tjocklek på shimsen , och det blev många för att få ihop två mm. Dessa ersattes med två st. på 2mm!
Kolven på plats

Kolven monterad med inskavt vevlager (spel ca 0,1mm) . Jag skriver ca spel eftersom den undre lagerhalvan också är belagd med babbits och kan därför inte använd metoden med att mäta spelet med blytråd i lagerhalva. Mätningen fick därför utföras med att lägga in 0,05 mm tjocka pappersremsor i lagret, dra fast vevstaksbultarna och lägg in papper tills axeln inte går att dra runt. Detta är inte "rocket sience" men spelet hamnar ganska rätt.
Nu börjar det närma sig

Topplocket och tändkulan monterad med nya packningar
Oljepumpen (smörjoljeapparaten)
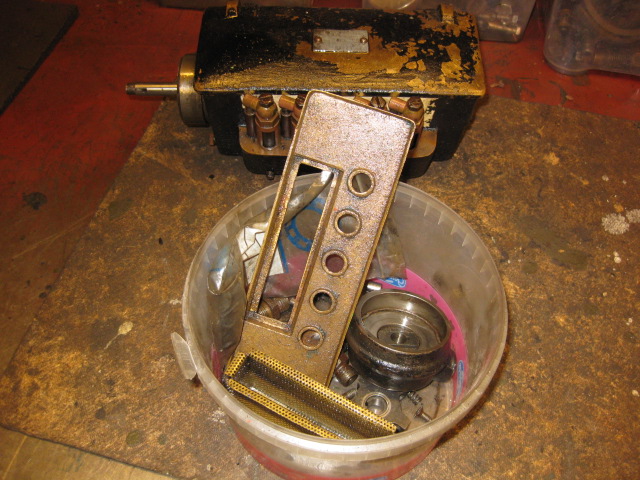
Den tillhörande Smörjoljeapparaten kom i delar, vilket besparade mig arbetet med att plocka isär den. Det blev ett ganska besvärligt arbete att "få till" den innan jag fann ut att en av styrstiften för en av pumparna hade böjts vilket medförde att pumpen gick trögt på vissa ställen. Men nu är det fixat och klart. Att få en oljepump i delar är en thriller eftersom det är många små delar där alla måste finnas och troligtvis är svåra att få tag på, men här var min oro obefogad.
Smörjoljeapparaten monterad

Apparaten drives från en excenter på vevaxeln via en stötstång. Stötstången är fäst på apparaten till ett spärrhjul som endast låter pumpen vridas åt ett håll (spärrar mot det andra hållet)
Smörjoljerör
Smörjoljerören är tillverkade av 3/16" kopparrör och förser cylinder, kolvbult, vevlager samt de båda ramlagren med olja.
På bilden syns den fördelningsventil som fördelar oljan mellan cylindersmörjning och kolvbultsmörjningen. I kolvbulten sitter en fjäderbelastad smörjfångare ( populärt kallad för "slicken) som skrapar av olja från cylinderväggen och för oljan in i kolvbulten och smörjer kolvbultslagret. Vevlagret får sin olja genom att olja droppar in i en smörjoljering (sitter på vevaxeln) . Genom rotationen kommer gravitationskraften att pressa in oljan i vevaxeln och in i vevlagret. Detta finns visat och beskrivet tidigare på en annan motor. Anslutningspunkterna på motorn är nipplar med en backventil inuti (kula o fjäder) vilket förhindrar oljan rinner ur rören när motorn står still ( det tar lång tid att fylla tomma rör med olja eftersom det är inte många droppar som kommer från smörjoljeapparaten. (kommer att redovisas senare)
Smörjoljerör forts...
Här syns röret från fördelningsventilen fram till anslutningen för cylindersmörjningen.
Ljuddämparen

Ljuddämparen var halvfull av olja och sot som övergått till något asfaltliknande smörja. Jag hade läst någonstans att man "förr i tiden" eldade ut oljan när dämparen hade blivit för tät. Jag hällde i lite lacknafta och tände på med en fantastisk rökutveckling som följd. Fick snabbt fram tryckluft för att öka syretillförseln tills elden fick tillräcklig värme för att få skorstenseffekt. Och som synes så brann det fint fram tills dämparen blev ren (fick borsta ut sotet)
Kylvattenledningar
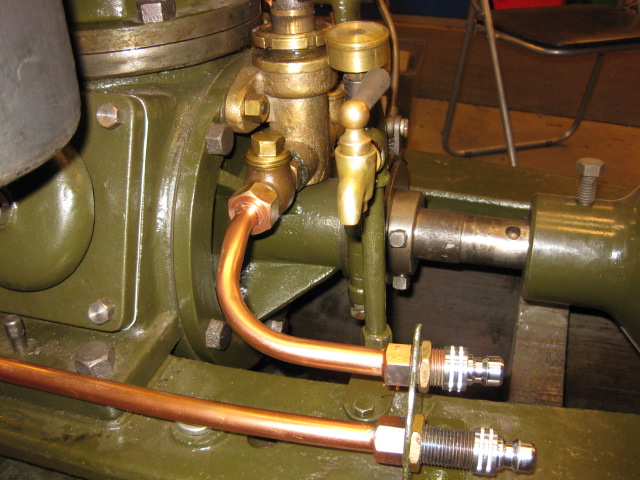
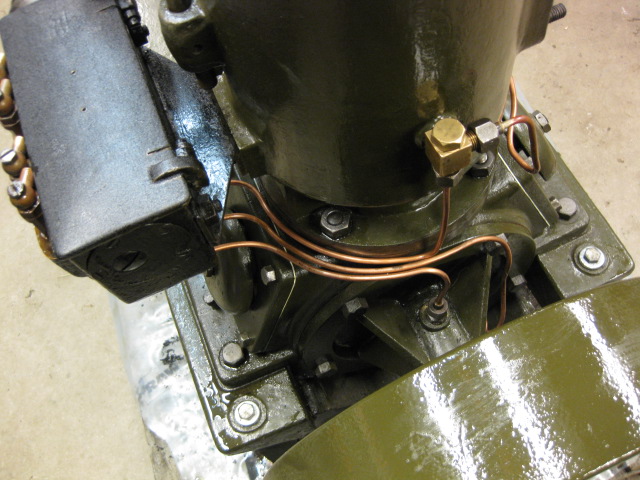
Kylvattenledningarna består av två ledningar, Inlopp resp. utlopp. Inloppsledningen kommer från båtens bottenventil in till kylvattenpumpen. Utloppsledningen kommer från topplockets kylkanaler vidare överbord. Bilden visar inloppsledningens anslutning till kylvattenpumpen samt del av utloppsledningen. De förkromade ändstyckena är snabbkopplingar som jag ansluter till "kylvattentunnan" (graderverket) när jag kör motorerna på land.
Utloppsledningen

Inloppsledningen från kylvattenpumpen till cylindern
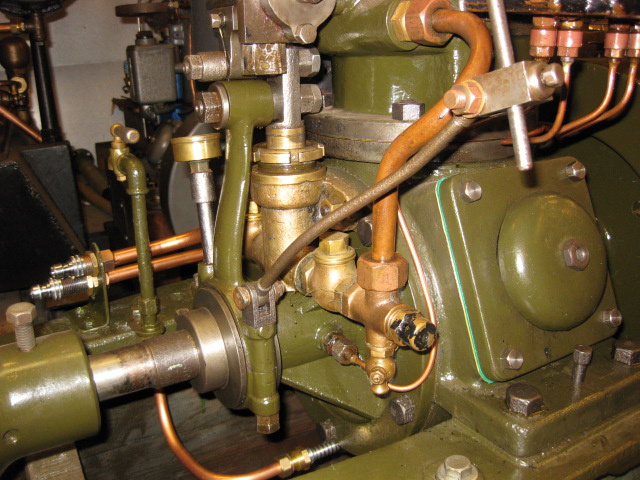
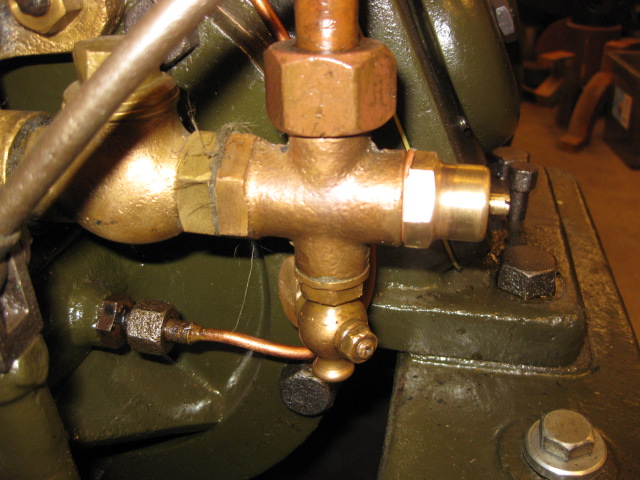
Bilden visar kylvattenpumpen med ansluten ledning mellan pump och cylinder. På bilden syns även säkerhetsventilen (den svartfläckiga ändan som sitter fastskruvad i backventilen (det finns en backventill på vardera sida om pumpen ) Säkerhetsventilens uppgift är att förhindra att det blir för högt tryck i motorns kylkanaler om utloppsledningen skulle blockeras.
Säkerhetsventilen

Säkerhetsventilen består av ett T-stycke med anslutning för utgående rör, dränering samt anslutning för säkerhetsventilen. T-styckets ända mot säkerhetsventilen är tätat med en ändbricka och som är genomborrad med ett 6mm hål. Ovantående ventilkägla pressas med hjälp av fjädern mot det 6-mm hålet och tätar detta tills vattentrycket blir så högt att fjäderkraften inte räcker till att hålla käglan mot ändbrickan och vattnet kan strömma ut varvid trycket sjunker.
Ventilkäglan

Det fanns ingen ventilkägla monterad i ventilen när jag plockade isär den och vet därför inte hur den skall se ut , men förstår funktionen och tillverkade något som jag tror fungerar. Den svarta delen på käglans ända är en gummirondell som är limmad på käglans ända och skall täta mot ventilhuset. Käglan är avfilad på tre sidor för att släppa ut vattnet när den öppnar. (om den fungerar kommer att visa sig direkt vid första start)
Säkerhetsventilen komplett
På bilden syns ventilkäglans skaft sticka fram ur säkerhetsventilen.
Bränslepumpen

Pumpen är av typ kolvpump där sugventilen sitter inuti kolven (kula o fjäder) Tryckventilen sitter monterad längst upp på pumpen (till höger på bild) även den är av typ "kula o fjäder". De här gamla pumparna och ventilerna krånglar för det mesta (åtminstone för mig) då de är slitna och tätar dåligt. Ventilerna går att åtgärda men pumparna är mer besvärliga. Kan ibland åtgärdas genom att placera en extra sugventil på inloppsanlutningen.
Spridaren

Spridaren är monterad direkt i topplocket och sprutar in bränslet i brännkammaren. Spridaren består dels av själva spridarkroppen sedan en backventil bestående av en kula och fjäder och vidare munstycket som består dels av spridarhuvudet dels av en virvelbildare (mässingdelen på bilden). Även dessa delar blir slitna med åren och fungerar dåligt- Bränslet skall bilda en konformad dimma när det sprutar ur munstycket. Är det riktigt dåligt så kommer det bara en stråle rakt ut. Det finns ett säte av stål inpressat i spridarkroppen som kan pressas ut och plansvarvas i ändan och återmonteras. Därefter lägger man in kulan och knackar lätt på den så att det blir en liten intryckning i sätet som gör att kulan tätar bättre (lyckas inte alltid) Om munstyckshålet är för slitet måste man byta. Delarna till spridaren är svåra att få tag på och håller därför på med att försöka tillverka själv. detta är inte helt lätt om man inte har små och bra maskiner, hålet i munstycket är endast 0,4mm!!
Första startförsöket
Efter mycket strul med pump o spridare fick jag till slut till det så pass att det var meningsfullt att göra ett startförsök. Det gick över förväntan även om motorn hoppade av pallen (märkena syns på svänghjulet). Det fodras dock mer arbete med bränslesystemet innan den kan gå perfekt. Men det var en bra bit på vägen!
Kopplingen

För att motorn skall bli helt klar återstår bara att montera kopplingen efter lite TLC.
Friktionsbandet

Friktionsbandet som är helt av gjutjärn spänns ut mot friktionskåpan (visas inte på denna bild) med hjälp av en kona som går att skjuta fram och tillbaka på utgående axel. När konan skjuts in mot friktionsbandet får den bandet att expandera och gripa fast i friktionskåpan (gripa fast är nog inte rätt ord men den låser mot kåpan genom friktionen.)
Demontering

Delar blästrade


Kopplingen på plats

Återstår att montera handtaget
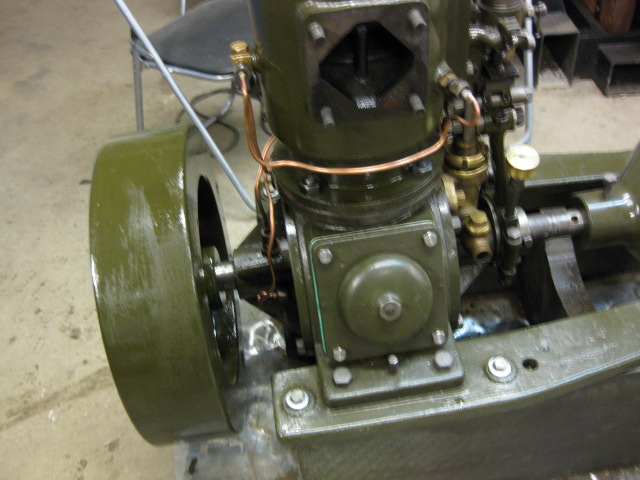
Motorn Klar
Klar! Renoveringen av denna motor har tagit lång tid då det har varit många överraskningar som tagit tid att åtgärda. Men det är ju hobbyverksamhet, so what!
Bränsletunna

Tidigare har jag gjort speciella tankar till varje motor men skall nu försöka rationalisera en aning och anpassa en gammal fotogendunk till en trycksatt bränsletank. Bilden visar tanken med pumpen och anslutningsnipplar liggande lös bredvid.
Pumpanordningen

Pumpanordningen består av en pumpenhet från en blåslampa , ett nytt tanklock med nippel för bränsleutloppet samt en avluftningsskruv. Från motorns bränslepump dras ett 6mm kopparrör ner till motorbädden där röret avslutas med en snabbkoppling och på slangen från tanken en motsvarande nippel.Tanken kommer att trycksätta så mycket att bränslet trycks upp i höjd med bränslepumpen (och lite till).
Vi får se hur detta kommer att fungera!