
Bolinder W3 M11
Bolinder W3 M11
Tillverkare: Bolinders, Eskilstuna
Tillverkningsnummer: 23168
Tillverkningsår: 1930
Effekt: 6-7 Hk
Varvtal: 900 rpm
Varvtalsreglering: Centrifugalregulator
Startsystem: Tändkula, handstart
Framdrivning: Friktionskoppling, vridbar propeller
Leveransdatum: 28 februari 1930
Tillverkningsskylten

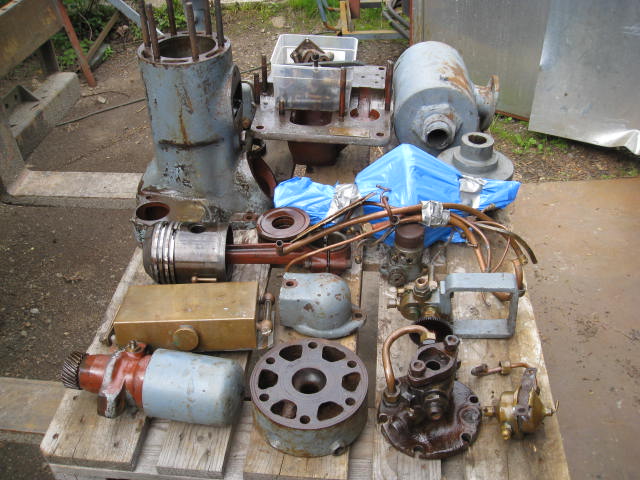
Den här motorn fick jag från en god vän i Oslo, jag tackar och bugar. Motorn har levt ett hårt liv och det saknas en del originaldelar, men med tiden skall det nog bli en fin motor av denna också
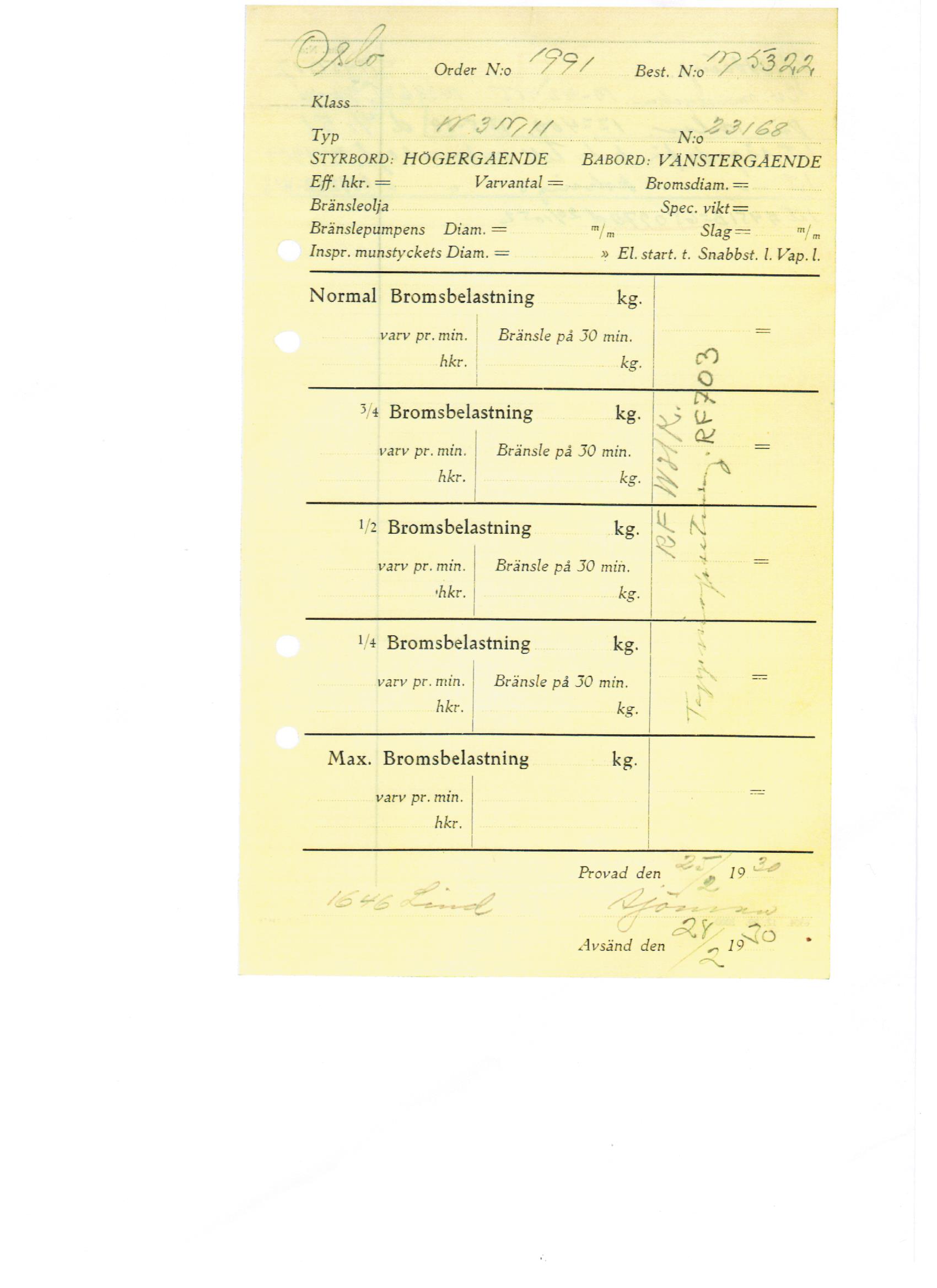
Provningsprotokoll från Bolinder 25-2-1930 (inte mycket till protokoll eftersom inga värden är ifyllda)
Motor nr 21622

Den här motorn kommer också från Norge, men Bergen den här gången. Den är illa åtgången efter att ha legat i ett båthus i kanske 30 år, vissa delar har legat i vattenbrynet och ett bra exempel på vad saltvatten kan åstadkomma kan ses på bilden av kolv och vevstake här nedan. Men allt är inte negativt, tvärt om, här finns många fina originaldelar i utmärkt skick som tillsammans med Nr 23168 bli en komplett och fin liten motor. Fortfarande saknas en original ljuddämpare, men än finns det tid att hitta en sådan. De viktigaste delarna var två kompletta cylindrar, varav en helt ny (oanvänd) samt en bottenram och topplock. Dessa delar behövs för att ersätta tidigare som dels saknas dels är sönderrostade. En liten(stor) detalj i det hela är att den tidigare motorn har borrats om varför ersättningscylindern också måste borras för att kolven skall passa. Men mer om detta blir det den dagen renoveringen börjar. Men nu skall delarna enbart konserveras och in i förrådet.
Motorskylten

En fin motorskylt monterad på rätt plats.
Rostig kolv o vevstake

Fastrostat mellanstycke

Topplocksbultarna hade rostat fast så hårt i mellanstycket att jag inte vågade "ta i för mycket" eftersom risken för att cylindern eller mellanstycket skulle spricka. Lösningen blev den "hårda vägen" genom att såga av varje bult med bågfilen, detta gick att utföra då topplockspackningen var två mm tjock varför bågfilsbladet gick i mellan utan problem.
Mellanstycke

Ett helt mellanstycke men det återstår en hel del arbete med att borra ur topplocksbultarna (det är långa bult). Den besvärliga biten blir nog att få ur de kvarvarande bitarna i cylindern utan att skada gängorna, men den dagen den sorgen.
Cylindrar

Att ha tre cylindrar (den tredje står redan i förrådet) varav en helt ny, oanvänd, till så gamla och ganska sällsynta motorer hör nog inte till vanligheten.
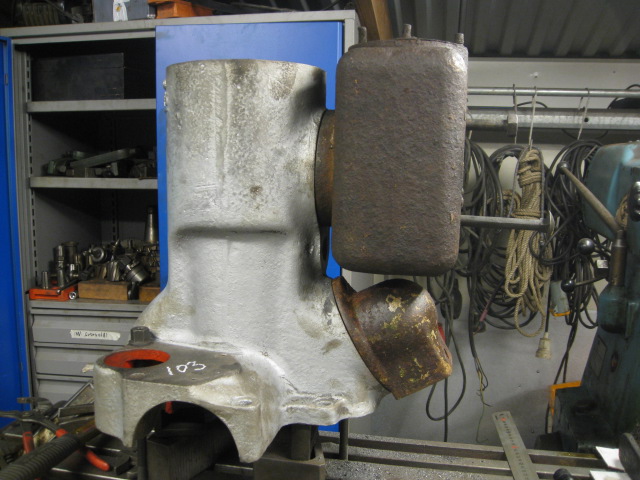
Svänghjulet

Svänghjulet satt kvar på vevaxeln och jag hade förväntat mig att det skulle sitta hårt fast, men det lossnade ganska lätt utan att jag behövde värma. Nu är motordelarna lagda på en lastpall och förpassade in i förrådet i väntan på renovering.
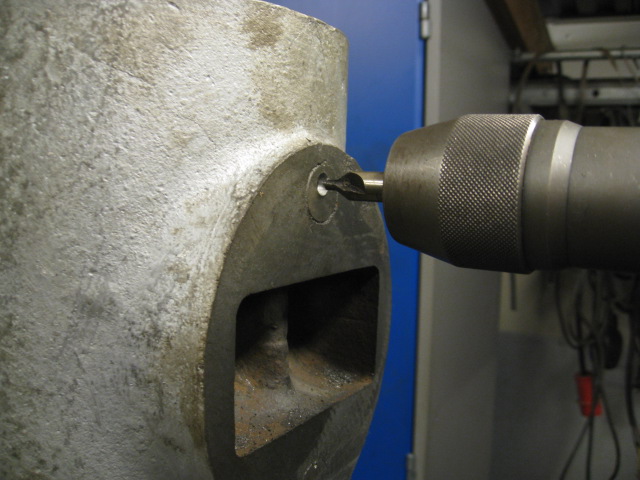
Demontering av topplocksbultar

Som visats tidigare var topplocksbultarna så hårt fastrostade i cylinder och topplock att jag fick såga av dem, och nu är det dags att försöka få loss bitar som är kvar. Avseende bultarna i cylinder finns inget annat val än att borra ur dem. Svårigheten med detta är att borra mitt i centrum på bulten. Om borrhålet hamnar för mycket ur centrum kommer borret att går genom sidan på bulten och dra sig ännu längre ur centrum (eftersom gjutjärnet är mycket mjukare än stålet i bulten) och därmed förstöra gängorna. Valet av borrdimension är alltid ett val hur nära gängans innerdiameter man vågar gå, men man bör inte gå närmare än en mm eftersom man måste han fäste för den utdragare som används. I mitt fall var valet enkelt eftersom jag använder en utdragarsats från Rigid (se nedan) där borren är anpassade till respektive "utdragarpinne" Efter mycket borrande etc så är alla bultar ute och gängorna rensade. Puh!
Utdragarsats

Demontering av bultar i topplocket

Jag hade hoppats att bultarna inte satt hårdare fast än att jag skulle kunna slå ut dem, men där gick jag bet. Fick ur två, men resten får jag borra ur, vilket inte kommer att blir helt enkelt beroende på den längd som måste borras (risken för att borret går ut i sidan på bulten är stor). Hur det gick får jag återkomma till när de är loss.
Urborrad skruv

Jag påpekade tidigare att man måste vara väldigt noggrann när man borrar ur skruvar i gängade hål annars så kan det bli så här. I det här fallet behövde jag inte vara så noga eftersom bultarna som skulle borras ur topplocket är genomgående (ej gängat hål) samt att det är relativt stort spel mellan bult och topplocket (12,7 - 14 mm= 1,3mm spel). Valde därför att förborra med 6mm därefter med 10,5. Detta medförde att borret aldrig kom mot hålväggen även om det var ur centrum. Om det däremot hade varit ett gängat hål så hade gängan fördärvats. Jag borrade ur bulten tills det var ca 10mm kvar till topplockskanten för att ha något stopp för dornen (för att kunna slå ur bulten). Trots att bulten bara satt fast med 10mm kvar i topplocket fick jag slå ganska kraftigt innan de lossade. Detta visar att det ibland är nödvändigt att ta den "svåra" vägen för att inte fördärva delarna (som dessutom är svåra att få tag på)
Topplockets undersida

Packningsytorna hade inte heller klarat sig från rost varför plansvarvning var ett måste. För att slippa använda tjockare packning svarvar jag bort minsta möjliga där pittingskador etc som inte påverkar tätningsförmågan får vara kvar. Det blev två tiondelar på undersidan och en på ovansidan. Detta påverkar inte packningstjockleken.
Topplockets ovansida

Cylinderrenovering
Jag har tre st. cylindrar i varierande skick, en är helt ny (oanvänd), en tillhör motor nr 23168 men är sprucken och har rostiga kylkanaler (går att använda efter svetsreparation) samt en som tillhör motor nr 21622 som är rostig men med lite TLC blir en bra cylinder. Det är den senare cylindern som jag skall använda (en berättigad fråga är varför jag inte använder den nya, men den kommer jag att försöka sälja till någon som har en båt och behöver en bättre cylinder?). Ett annat problem är att det bara finns en kolv och den är av överdimension varför cylindern måste "borras" upp ca 0,6mm för att passa. Eftersom cylindern är hopgjuten med halva vevhuset måste det till stora maskiner vilket jag inte har och frågade därför några verkstäder vad det skulle kosta att få cylindern omborrad. Tyvärr var intresset lågt (de flesta har bara datastyrd utrustning numera så jag får försöka fixa detta själv). Och så här blev det!....
Planskiva "speciale"

Jag har ingen planskiva varför en sådan fick tillverkas av en 30mm plåt där det svetsades ett fäste på baksidan för chucken samt borrade och gängade fästhål för cylindern så att denna kunde skruvas fast på plåten.
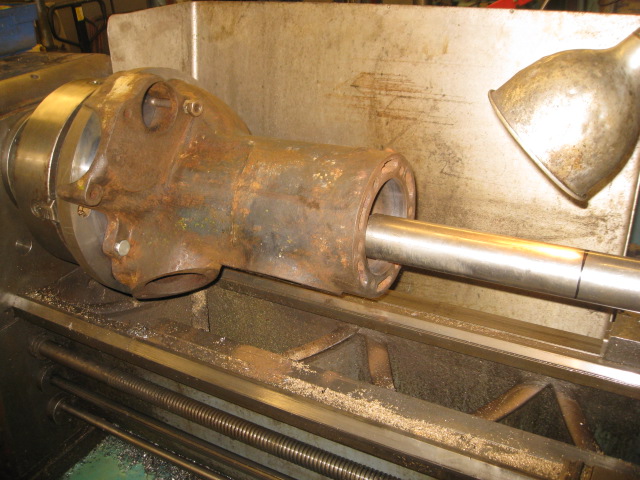
Cylindern uppsänd i svarven

Även om alltihop var uppspänt i en fyrbackchuck så blev det knepigt att rikta upp eftersom ev. avvikelse måste vara mindre än en tiondels mm.
Svarvningen
Kolven har en diameter av 120,6 mm och en tumregel säger att det totala spelet mellan kolv och cylinder bör vara ca 0,07mm per 100mm cylinderdiameter. Valde att svarva till 120,65 och honar resten till 120,7. Det behövs kraftiga svarvbommar för att inte stålet skall vibrera.
Grundmålning

Innan jag börjar med resterande maskinarbeten blästrades och grundmålades yttersidan med epoxifärg samt insidan med motorlack.
Återställning av packningsytor

Packningsytorna för vevhusventilen och ljuddämparen är kraftigt rostade och behöver planfräsas för att vara säker på att packningarna tätar. Vevhusventilen är monterad i 60 grader vilket enkelt fixas när man har ett vinkelhuvud på fräsen. Packningsytan för ljuddämparen får jag återkomma till eftersom den är förenad med en hel del problem.
Infästning av ljuddämpare

Ljuddämparen saknades ( i detta fall är det kanske inte rätt ordval eftersom motorn inte haft någon ljuddämpare utan enbart en gjuten gängad anslutningsfläns (original) för avgasröret). Jag har en liten ljuddämpare från en Vänernmotor som har passande form och mått som får ersätta avgasflänsen. Befintliga gängade hål för anslutningen var sönderrostade och måste bussas om och förses med nya gängor (1/2" W). Bussningen utfördes av en svarvad gjutjärnsbit med ytterdiameter 1/2" R vilket är tillräckligt för att erhålla ett tillräckligt starkt förband.
Gängning för bussningen

All borrning och gängning utfördes i fräsen för att få perfekta hål, gängor och håldelning.
Gängade bussningar på plats

Bussningarna monterades med Loctite för att säkerställa att de sitter hårt fast. För att kunna dra in bussningarna hårt i cylinder gjordes de i en lång bit (för att ha något att sätta rörtången på ) med en anvisning vid rätt längd som sedan kunde kapas av med bågfil efter monteringen (man kan se anvisningen på den övre bussningen efter avkapning)
Nya hål
Efter planfräsning och uppmärkning av hålen är det dags för borrning. Avstånden mellan anslutningshålen på ljuddämparen och cylinder skilde sig åt med 7 mm, vilket enkelt kunde justeras när de nya hålen borrades.
Gängning
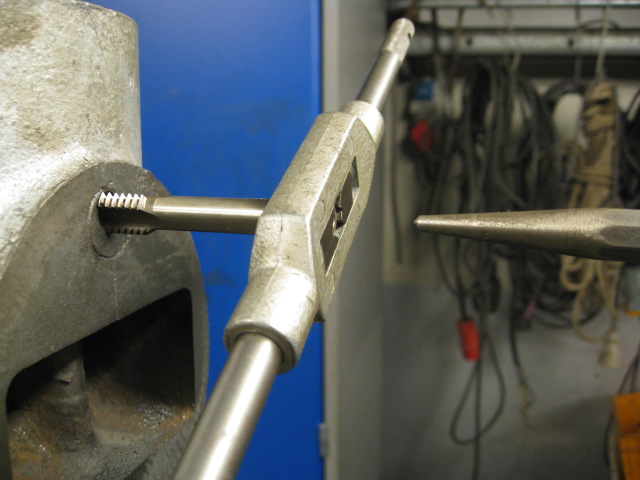
Det är viktigt att man har en styrning på gängtappen under gängningen. Jag använder en körnare som svarvats rund i bakänden så att den passar in i en borrchuck.
Klart

Ljuddämparen
Ljuddämparen temporärt uppsatt på cylindern. Vid det slutliga montaget skall det sitta en fästanordning för blåslampan mellan cylinder och ljuddämpare. (prydligt värre!)
Rosthål

I cylinderns nedre del fanns en liten urgröpning som jag trott varit ett mindre gjutfel. När jag skulle rengöra för att spackla igen visade det sig att det var ett rosthål. Efter slipning hade hålet blivit så stort att det var tvunget att fälla in en bit i hålet för att det skulle kunna svetsas igen.
Infälld bit

När ett större hål skall tätsvetsas måste man vanligtvis fälla in en passande plåtbit för att minska svetsmängden. "Plåten"bör vara av samma material som grundmaterialet, i detta fall är det gjutjärn och en "plåt" fick tillverkas av en rundstång som stacks av i lämplig tjocklek och som senare passades in i hålet. (Resterande delen av "plåten" syns på bilden). Efter att "plåten" nästsvetsats fogberedes svetsskarven varefter det bara är att svetsa igen. Svetsproceduren är som "vanligt" kallsvetsning. ( se övrigt, svetsning av gjutjärn)
Grundmålad

Efter omild behandling och i mitt tycke för rugglig yta spacklades och slipades cylindern till acceptabel "ytfinhet" varefter den grundmålades förhoppningsvis för sista gången. Notera den fina bottenramen som hör till motorn. Nu kommer det nog att bli långa uppehåll mellan uppdateringarna för nu är det vår på gång med husbilsresor etc.