
- Uppgifter
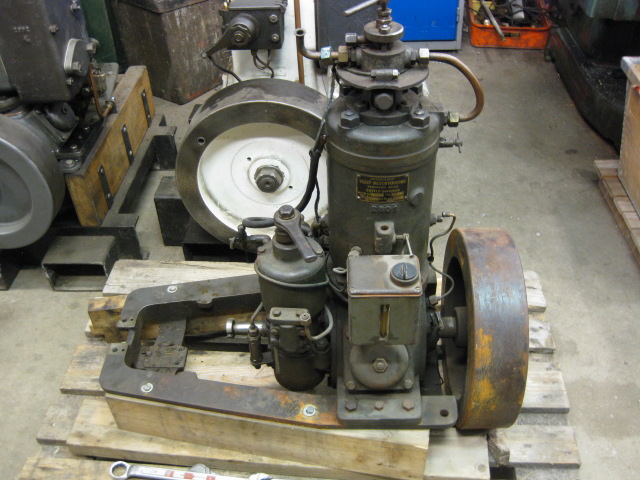
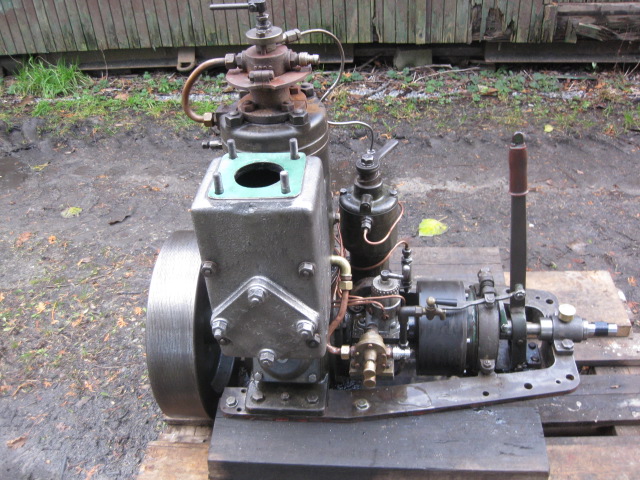
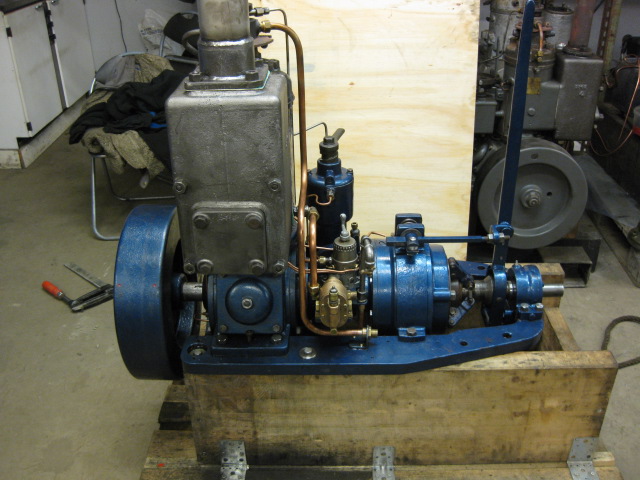
EFFLE 13 BFV Varpspelsmotor
Här skall det vara en bild på motorn, men det får vänta tills renoveringen är klar eftersom jag i min iver glömde att ta en bild innan den började plockas isär.
Typ: Seffle 13 BFV Varpspelsmotor
Tillverkare: Seffle Motorverkstad AB, Seffle
Tillverkningsnummer: 9038
Tillverkad år: 1960
Effekt: 4-5 HK
Varvtal: 800 rpm
Varvtalsreglering: Centrifugalregulator
Framdrivning: Backslag, fast propeller
Varit monterad i: Varpspelsbåt ( Dalarna?)
Tillverkningsskylten

Motorn är försedd med ett backslag och varpspelskoppling. Backslaget skall "plockas isär" och vissa delar skall installeras i en annan motor med utslitet backslag.(Detta förhindrar inte att motorenheten kan renoveras och saknade delar kommer väl med tiden att kunna hittas på "marknaden" för att motorn skall bli komplett igen.)
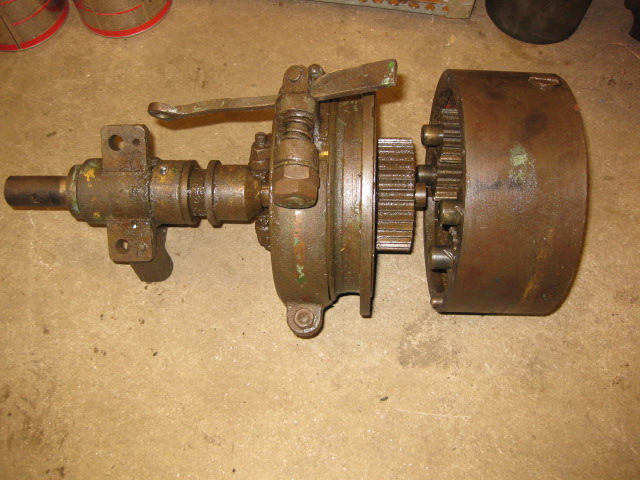
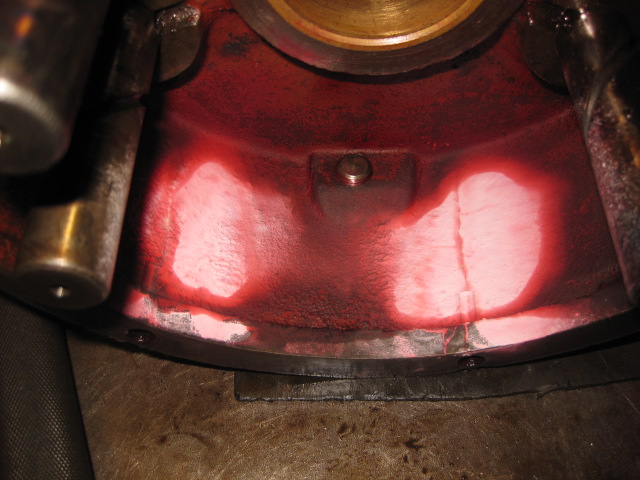
Kugghjulshuset
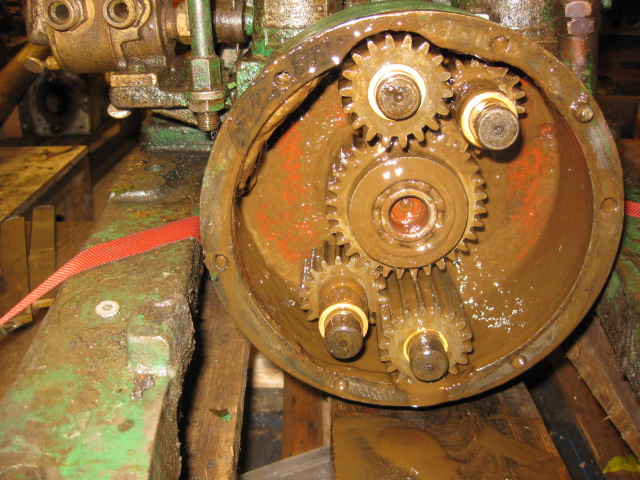
Bilden visar när kugghjulshuset har delats och varpspelsdelen är borttagen. De fyra "planetkugghjulen" är bara att dra av sina axlar för hand, medan kugghjulet på vevaxeln sitter på en kona med kil och måste lossas med hjälp av avdragare.
Centrumlagret
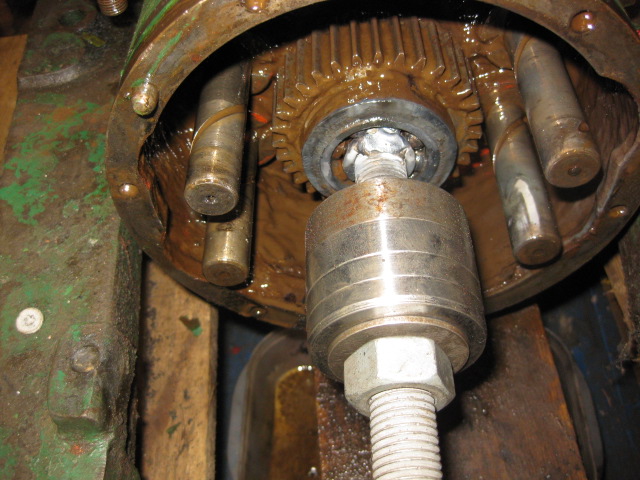
I kugghjulet sitter ett kullager vars uppgift är att "styra" den utgående axeln och som måste tas bort för att komma åt kugghjulets axiella låsning. Då jag inte har någon speciell avdragare för kullager kan man antingen slipa ur lagret eller som här svetsa in en gängstång i innerringen, tillverka en hylsa och sedan dra ut det.
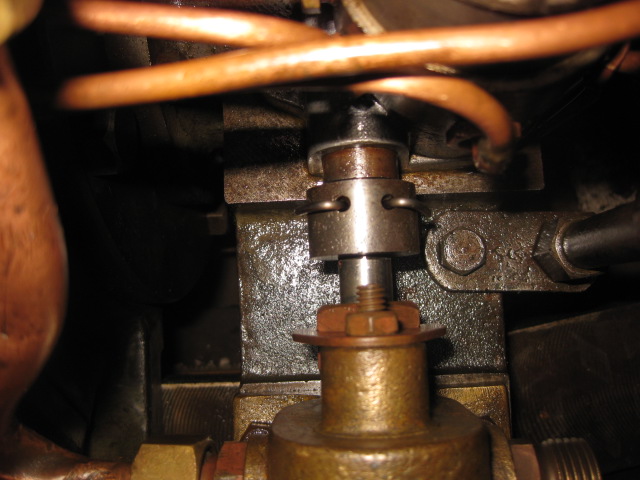
Låsningen

Kugghjulet är monterat på en kona med kil och är låst i axiell led med en axelmutter. Axelmuttern är i sin tur låst med en låsskruv. Låsskruven kan ibland vara svår att se (dold av fett o smuts) om man inte vet att den skall finnas där)
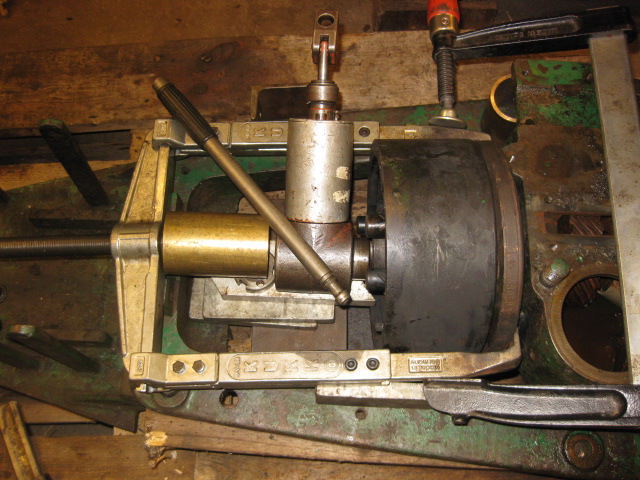
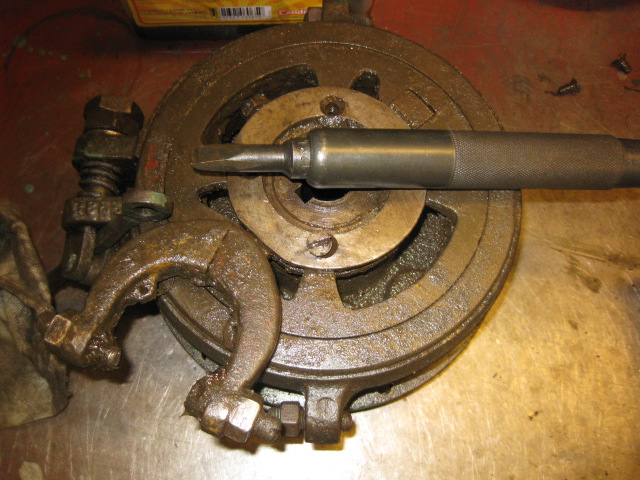
Låsmutterverktyg

För att lossa muttern behövs ett speciellt verktyg (visas på bilden). Tyvärr är det inte alla som har tillgång till ett sådant varför de flesta muttrar är illa tilltygade efter att ha lossats med dornar eller vad man hade till hands.
Avdragning av kugghjulet
Delar som är monterade på konor brukar vanligtvis sitta hårt fast och erfordrar stora krafter för att lossna. I det här fallet hade jag precis kunnat få in käftarna på avdragaren bakom kugghjulet men då legat an mot kuggarna. Kugghjulet är tillverkat av gjutjärn och tål inga större krafter och valde därför att tillverka en tjock fläns (22mm) som var utskuren så att jag precis kunde trä den över kugghjulstrummans nav och därigenom fördela huvuddelen av kraften på navet. Med några kraftiga passbitar och en 10 T Simsondomkraft kunde jag spänna upp ordentligt utan risk för skador på kugghjul eller trumma. Som tidigare nämts sitter de flesta delar hårt fast och fick därför värma kugghjulet inifrån med gasol. Det behövdes inte många graders temphöjning innan det lossnade.
Kugghjulet loss

Här är kugghjulet loss från vevaxeln och både kugghjul och trumma kan nu lyftas ut.
- Uppgifter
Seffle S14 FV 7/8 Hk (ändras till backslagsmotor S14BF)
Typ: Seffle S14FV 7/8Hk (ändras till backslagsmotor S14BF)
Tillverkare: Seffle motorverkstad AB, Seffle
Tillv. nummer: 7047
Årtal: 1950
Effekt: 7/8 Hk
Varvtal: 800 Hk
Varvtalsreglering: Centrifugalregulator
Startsystem: Tändkula
Framdrift: Vridbar propeller (ändrad till backslag och fast propeller)
Denna motor har stått oanvänd i 20-30 år och skall nu genomgå en funktionskontroll samt byte av det vridbara propellersystemet till en fast propeller med backslag innan den installeras i en båt.
Motorn "går runt" och har en halvdålig kompression men hade troligen startat om man försökte. Att starta en motor som stått så länge utan att kontrollera de mest vitala funktionerna är en mycket dålig ide. Minimum kontroll bör vara : Oljesystemet, kylvattensystemet, bränslesystemet samt inte minst regulatorn. Detta är vad jag skall göra och som beskrives här nedan.
Jag börjar med att demontera alla oljerör, smörjoljebehållaren, bränslerör o kylvattenrör och regulatorn därefter ljuddämparen där jag kan se om avgaskanalen är igenkoksad och samtidgt kan se en del av kolven o cylindern. Ljuddämparen var förvånansvärt ren, även avgaskanalerna var hyfsade och behöver bara lite rengöring. Däremot syntes stark missfärgning på både kolv och cylinder som måste kontrolleras ( ev kan någon kolvring vara skadad). Även vevhuset är otroligt smutsigt som även det pekar på problem med kolvringar och/eller spridare.
Regulatorn
Innan man lossar regulatorn skall man kontrollera hur inställningsmärkena är placerade gentemot varandra. Detta för att man senare skall veta att så här var motorn inställd senast och att man kan förutsätta att motorn fungerade med denna inställning. Det första är att vrida svänghjulet (i rotationsriktningen) tills märket på svänghjulet hamnar mitt för centrum på cylindern. Därefter kontrollerar man märket på regulatorstativets fot. I detta fall var inställningen några mm från kugghjulshusets märkning varför jag märkte ut detta med ett körnslag. Slutligen skruvar man loss locket på regulatorn och kontrollerar att märket på ena regulatorvikten står rakt emot märket på toppen av regulatorstativet. Här saknades märket men inställningen var gjord så att regulatorviktens märkning stod rakt emot det aktre gängade hålet för fastsättningskruven för regulatorlocket.( skall märkas med rödfärg senare.)
Efter kontroll av inställningen kan regulatorn lossas. Jag tog ingen bild av regulatorn men en snabb inspektion visade lite ytrost på insidan men desto allvarligare var att reglerkonan (reglerhylsan)satt fast och låst regulatorvikterna i infällt läge (full gas) vilket hade blivit en otrevlig överraskning om man försökt starta motorn. även pumprullen satt fast. Excentern har försumbart slitage och kullagren verkar ok. Om jag inte hittar mer fel så kommer regulatorn att bli i utmärkt skick efter översyn.
Spridaren

Före jag lossar topplocket skruvar jag loss spridaren. Den har ytrost på utsidan men är troligen sliten eller igensatt . Åtgärder får bli en senare fråga.
Topplocket

Ser mycket bra ut med fina kylkanaler (lovande)
Cylindertoppen

Som synes är kylkanalerna fulla med lös rost som begränsar/hindrar effektiv kylning och som måste rensas. Träklossen som ligger på kolvtoppen har jag använt för att lossa topplocket på ett "milt" sätt (utan att använda kilar). När ljuddämparen är borta kan man sticka in en träkloss ovanpå kolvtoppen och sedan slå svänghjulet försiktigt så att topplocket lyfts. Detta skall ske med omdöme och inget "brutal force" får användas. I det här fallet lossade det utan problem.
Kolven

Kolven ser bedrövlig ut där bla oljekanalen till kolvtappsmörjningen är helt blockerad. På vissa ställen har oljan koksat och fäst på kolvväggen, detta kan i längden medföra skärning på motorn om inga åtgärder vidtages. Kolvens skick visar sig när all beläggning är borttagen.
Cylindern

Omfattande beläggning på cylinderväggen som kommer att försvinna efter honing.
Kolvringar

Cylinderväggarna har en beläggning på flera ställen vilket visar på otäta kolvringar, vilket även framgår när en lös ring placeras i cylindern. kolvringsgapet är 4,2 mm vilket är alldeles för stort. Det skall vara ca 0,7mm. Detta plus en dålig spridare är den troliga orsaken till all oförbränd olja som finns i motorn.
Vevhuset

När cylindern är avlyft ser man "eländet" inuti. (Mödosam rengöring), men det är ju bara smuts och inget problem.
Mätning av cylinder slitaget

Cylindern mätes på tre ställen vertikalt samt tvärs och längs vid varje ställe. Cylinderdiametern är 4 1/2" = 114,3mm , mätvärdena låg mellan 114,3 (längst ned) och 114,38 (längst upp), ovaliteten var bara några hundradelar så i stort sett var cylindern OK. En varsam honing för att inte det skall uppstå för stort glapp mellan kolv och cylinder kommer att utföras
Motorenheten
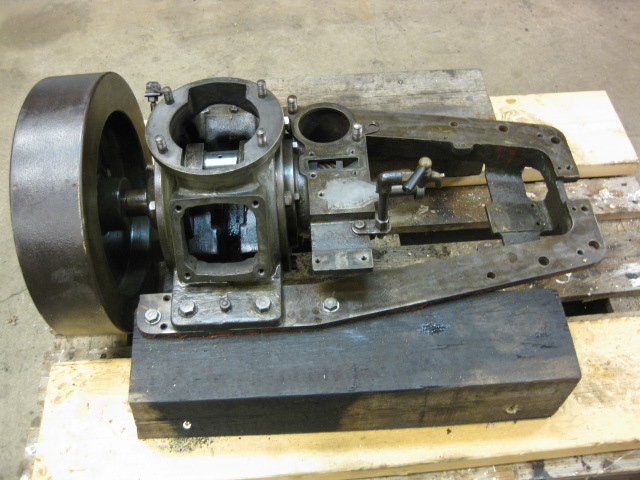
Motorenheten är rengjord och placerad på sin bottenram och därmed kan jag börja med åtgärder på övriga delar som måste åtgärdas.
Kontroll av vevlagret

Kontrollen av vevlagret göres lämpligast när cylindern är demonterad och vevtappen lätt åtkomlig. Första kontrollen blir att se hur anliggning ser ut. Detta utföres genom att man stryker på ett tunt lager med märkfärg på vevtappens ovansida och sedan lägger på vevlagrets överhalva på tappen. Det är viktigt att lagret monteras med märkningen på samma sida som det var monterat, original skall lagermärkena vara mot spolluftskanalens sida, i detta fall var lagret monterat rätt (vilket inte alltid är fallet). Märkfärgen som fastnar på vevlagret visar tydligt hur anliggningen ser ut. Detta ser mycket bra ut med i stort sett anliggning över hela ytan (observera att på båda sidorna av lagret är det utfräst "Oljebrunnar" där oljan samlas och matas in i lagret av vevaxelns rotation vilket syns tydligt på bilden.
Mätning av lagerspel
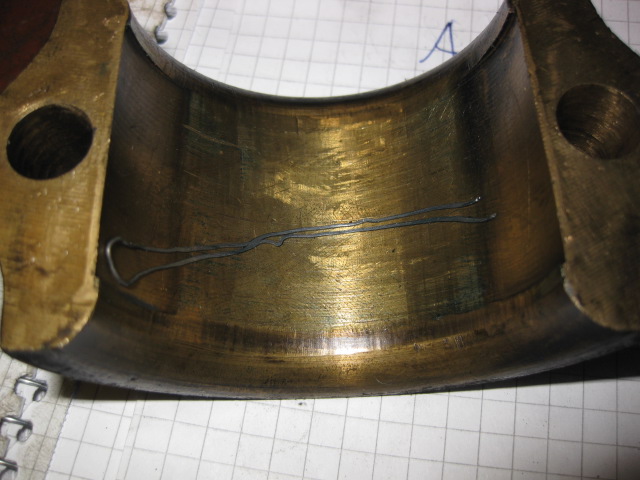
Nästa steg blir att mäta lagerspelet (spelet mellan vevaxel och lager). detta utföres genom att lägga in en tunn blytråd (0,5mm) i lagrets underhalva, montera ihop båda halvorna på vevaxeln, vevstaksbultarna skall dragas åt ungefärligt lika hårt som när de är slutligt monterade. Därefter lossas halvorna och blytråden har nu klämts ihop (om spelet är mindre än 0,5mm) och tjockleken = spelet kan nu mätas med mikrometer. Mätningen gav ett spel av 0,3 mm vilket är för stort och måste minskas. Lämpligt spel är 0,07- 0,1 mm för denna vevtapp (2" 50,8mm). Spelet skall ökas något om vevtappen är oval. Observera att metoden med blytråd inte kan utföras om den undre lagerhalvan är försedd med babbits (blytråden är hårdare än babbits och komprimeras därför inte korrekt. I de fallen använder jag tunt smörpapper (0,03 mm) som jag placerar i lagret. Jag lägger i fler papper tills lagret sitter fast eller går trögt och sedan mäter tjockleken. Kanske inte helt vetenskapligt men fungerar. Lagerspelet har nu justerats till ca 0,12mm men den slutliga justeringen skall göras efter att cylindern har monterats med kolven ini (utan kolvringar). Därefter stryks märkfärg på vevtappen och lagret monteras (inklusive underhalvan) ihop med vevstaken. Motorn skall roteras några varv varefter lagret demonteras och märkningen kontrolleras. Denna kontroll utföres för att fastställa att lageranliggningen fortfarande är jämt fördelad över lagerytan. I vissa fall då man justerat lagret har det blivit något snett vilket syns direkt på märkfärgen. Ev justering utföres genom skavning ( med förnyad mätning av lagerspelet etc.)
Honing av cylindern

Cylindern hade en betydande beläggning i cylinderloppet som måste bort , vilket efter vanlig rengöring i diesel honas bort, honing minskar även ev ovalitet förutsatt att man använder en honingsapparat med fasta bryne, fjäderbelastade bryne kan förstärka ovaliteten). Cylinderloppet var slitet ca 0,08mm i toppen och någon hundradel oval. Detta medför att det blev en mycket försiktig honing och inte försöka att hona bort hela förslitningen då man i stället riskerar att får för stort kolvspel viket i värsta fall kan förorsaka skador på kolven.
Honad cylinder

På bilden kan man ana att missfärgningen inte helt honats bort men är helt ok. Honingsmärken skall egentligen visa ett tydligt kryssmönster men här har jag tydligen inte höjt och sänkt bryningsverktyget tillräckligt snabbt. Eftersom det rör sig om en tändkulemotor och inte en Ferrari så kommer det inte att påverka varken motorns gång eller smörjning.
Montering

Nu kan återmonteringen börja och först blir det cylindern med ny cylinderfotspackning.
Rent och fint
Nästa steg blir att kontrollera vevlagrets spel och passning med kolven i cylinderloppet.
Kolv o vevstake

När man sett hur kolven såg ut när den demonterades kan man nästan inte tro att det är samma kolv. Under "skiten" kom denna fina kolv fram.
Rengöring av kolvringspår
Kolvringspåren måste vara helt rena så att inte de nya kolvringarna fastnar i spåren. En avbruten kolvring som slipats plan i ändan är ett utmärkt verktyg för rengöring. Det är också viktigt att kolvringspårens undersidor är helt rena eftersom de utgör en stor del av kolvringarnas tätningsyta. Även hålen för lyftörat måste gängas upp eftersom de oftast är helt igentätade av sot.
Vevlagermärkning

Nu är det dags för kontroll av vevlagrets anliggning och spel med kolven monterad i cylindern. Kolven och lagret skall monteras som det var när det demonterades (eftersom det har varit i drift i detta läge) Det korrekta läget är att vevlagermärkningen skall vara på spolluftskanalens sida och smörjhålet för kolvbultsmörjningen skall vara akterut. I detta fall har man använt en smörjkanalen som är vänd rakt förut. (detta beror troligen på att man saknat det "T-Stycke" som skall sitta i den aktre smörjkanalen och i stället lödat ihop oljeröret för cylindersmörjningen och kolvbultsmörjningen). Detta har väl bara akademisk betydelse och smörjningen kommer att fungera ok. Observera att motorerna i de flesta fall är mycket gamla och delar kan ha bytts ut etc varför man måste tänka till så att smörjoljan verkligen kommer in på rätt smörjställe. Avseende märkning så är det viktigt att märkning på de ingående delarna är mitt emot varandra vid monteringen eftersom lagret är inskavt i detta läge.
Kolv o vevlager i cylindern

Orsaken till att man skall göra en efterkontroll av vevlagret med kolven i cylindern är att om vevstaken är det minsta krokig kommer vevlagret inte att ligga an på vevaxeln på ett korrekt sätt och måste rättas till ( skavning). Samtidigt kontrollerar man att inte montaget medfört att spelet i lagret ändras. Vevlagerbultarna skall spännas åt med ungefär samma kraft som den slutliga fatsättningen.
Vevlagrets anliggning

Anliggningen är helt ok och ingen justering behöver utföras
Vevlagrets spel

Vevlagerspelet ( diameterskillnaden mellan vevtappens ytterdiameter och vevlagrets inner diameter). Hur detta mätes har beskrivits tidigare.
Mätresultat

Eftersom ingen åtgärd har behövts göras så blir även mätresultatet lika tidigare. Med detta förfarande säkerställer man att toleranser etc är ok även när delarna är monterade i motorn
Kolvringar

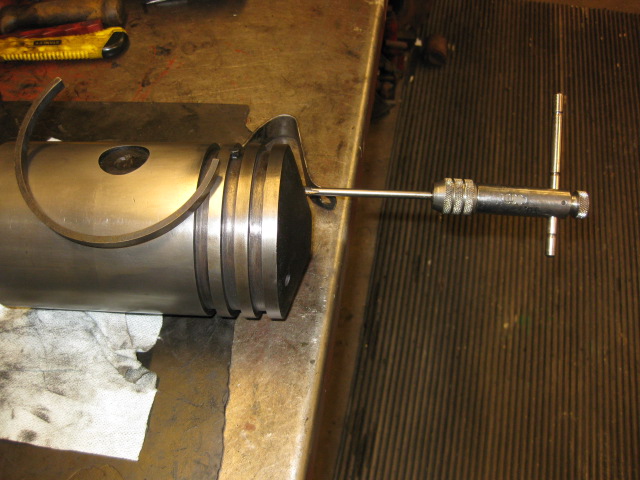
Som tidigare beskrivits var kolvringarna slitna och bedömdes att byte till nya var att föredra. Nya ringar brukar levereras med noll ringgap och att knasterspåret också behöver justeras. Ringgapet på denna motor skall vara ca 0,7 mm vilket justeras med hjälp av en speciell "kolvringslip" , se bild ovan.
Mätning av kolvringsgapet

Normalt brukar jag göra kontrollen av ringgapet (utföres flera gånger under slipningen) i cylinderloppets nedre del (minst slitet). Men i min iver att få ordning på vevlagret monterade jag cylindern på plats och ville inte demontera den igen. Tog därför en fläns som jag svarvade upp till korrekt cylinderdiameter (114,3 +- någon 100 del) som jag kunde använda i stället. Detta förfaringsätt var också praktiskt för jag kunde ha flänsen alldeles intill kolvringslipen och slapp därmed att gå fram och tillbaka till motorn. Bilden visar en kolvring med rätt kolvringsgap (mätes med bladmått).
Knasterspåret

När man slipar av kolvringsändarna kommer knasterspåret att bli för litet och måste justeras. Spåret skall filas så djupt att kolvringsändarna går ihop och att det samtidigt är ett litet spel mellan spåret och knastret. Det är viktigt att kolvringarna kan expandera fritt inom ringgapet 0,7 mm.
Montering av kolvringar

Kolvringarna är av gjutjärn och därför ganska ömtåliga och skall hanteras därefter. När ringarna monteras på kolven utsätts de för ganska stor påfrestning som i möjligaste mån skall minimeras. Ett sätt är att använda samma metod som används vid demonteringen av kolvringar, att sätta in smala stålstrips eller bågfilsblad där tänderna är bortslipade mellan kolv och ringar.
Montering av kolv

Den kompletta kolven med ringar, vevstake och vevlagrets överhalva monteras direkt i cylinderloppet. Vevaxeln skal ställas så att vevtappen står rakt upp (att kila fast svänghjulet med ett par träkilar gör att vevtappen inte rör sig under operationen). För att klämma ihop kolvringarna när man trycker i kolven i cylindern finns det speciella verktyg (ett tunt metallband som kan träs över ringarna och sedan drages åt med en skruv . Detta har visat sig passa dåligt i tändkulemotorer eftersom cylindern har en ganska stor fas i överdelen på cylindern där det smala metallbandet går in och fastnar (kanske kan jag inte hantera detta korrekt) varför jag använder en speciell slangklämma (som har en speciell låsning som kan öppnas), se bild. som jag sätter åt en kolvring i tagen. detta har fungerar utan problem varje gång (hittills)
Vevstaksbultar

När vevlagerspelet justerades, frästes vevstakslagrets överhalva av med 0,2mm. Detta innebar att vevstaksbultarna trängde 0,2 mm längre ut genom lagret än tidigare och att spåren i muttrarna, efter åtdragning, inte stämde överens med hålet i vevstaksbultarna och saxpinnarna gick inte att montera. Givetvis hade jag kunnat satt dit saxpinnarna som det var men åtdragningsmomentet hade då inte blivit tillräckligt högt. (nu har jag inget värde på vad åtdragningsmomentet skall vara och det går inte att få plats med någon hylsa för en momentnyckel heller så jag gör detta på "känn"). Åtgärden blev därför att svarva av muttrarna någon 10-del (fick provas på plats flera gånger innan det blev bra) tills åtdragningen kändes rätt och saxpinnarna kom på plats.
Topplocket

Topplocket är i bra skick med bra kylkanaler (nästan inget rostangrepp)
Planhet

Topplockets anliggningsyta ser så bra ut att någon plansvarvning behövs inte, en extra kontroll av planheten med en stållinjal skadar inte.
Mätning av "squish"

Avståndet mellan kolvtopp och topplocket skall vara ca 3mm (kallas ibland squish, vilket kanske inte är helt riktigt men motorfolk vet vad som menas). Detta mätes enklast genom att lägga in en blytråd på toppen av kolven. Montera toppen utan packning och drag fast. Vrid svänghjulet så att kolven gått upp mot toppen och vänt, Blytråden har nu plattats till (om tråden varit tjockare än avståndet mellan topp och kolv) och tjockleken på tråden kan nu mätas. Trådtjockleken plus topplockspackningens tjocklek skall nu bli 3mm (ca). Här mättes trådtjockleken till 2,25 mm och tillverkade en packning av 1 mm Klingersil C4430. Detta ger ett spel ganska nära 3mm när topplocket är åtdraget.
Topplockspackningen
Fabrikstillverkade topplockspackningar hade utskärningar som stämde överens med kylkanalernas utseende. Detta är säkert bra men det duger bra med att göra 4 st 10mm hål mitt för varje kylkanal. Den sammanlagda ytan av hålen överskrider vida hålet i utloppsröret och är helt tillräcklig för motorns kylning. En nackdel kan vara att risken för igensättning är större, men det blir en starkare packning.
Topplocket monterat

En ny milstolpe i översynen.
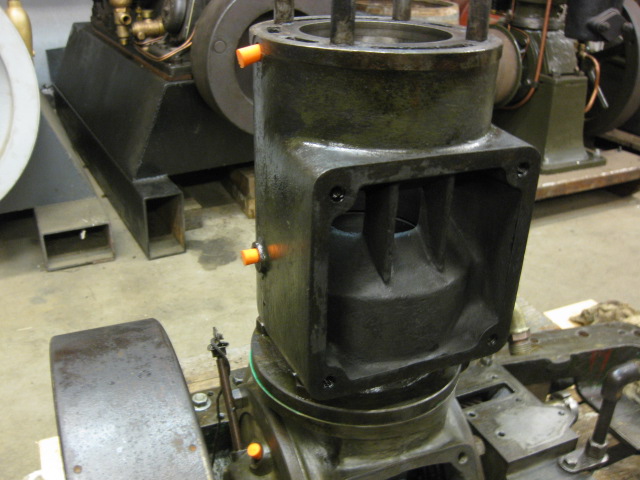
Vevhusventiler

Motorns får sin förbränningsluft via två stycken ventiler som sitter på var sida om vevhuset. Ventilerna är av typ bladventil, där ett tunt stålmembran öppnar och stänger vid kolvens upp och nedgående rörelse. Vid den uppgående rörelsen skapas ett vacuum i vevhuset som öppnar ventilerna och luft sugs in från utsidan in i vevhuset. Vid kolvens nedåtgående rörelse pressas luften i vevhuset upp till förbränningsrummet via en kanal (spolluftskanalen) ingjuten i cylindern, där den komprimeras, blandas med dieseldimma från spridaren och antändes. Som framgår av bilden är det så mycket beläggning på membranet att tätningsförmågan reducerats. Otäta vevhusventiler medför startsvårigheter , dålig gång och i värsta fall inte fungerar.
Ingående delar
Här är en ventil isärplockad och rengjord. På membranet syns fortfarande märken men tätningen kommer att vara tillräcklig för motorns funktion. Membranets baksida är helt perfekt men tyvärr går de inte att vända, eftersom ventilstödet (den halvcirkelformade detaljen med två hål) har en urfräsning där membranets ända skall passa.
Ventilen ihopmonterad
Ren och fin, bara att montera
Ventilen på plats.
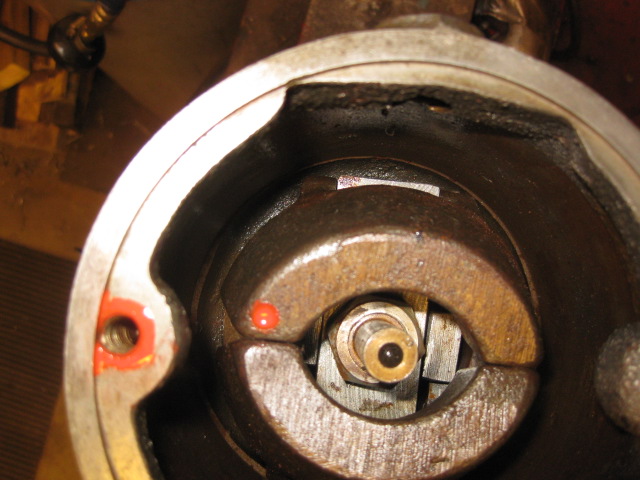
Regulatorn

Det är en hel del delar inuti regulatorn. Regulatoraxeln med centrifugalvikterna längst ned på bilden hör till en annan regulator och är dit lagd bara för information. Regulatorn var i bra skick vilket är förvånande för vanligtvis brukar kullagren vara förstörda då det kommer in vatten via "gashandtagets".För de som är intresserade av beskrivning av funktionen hänvisas till motor Seffle 15BF 10 HK på denna hemsida.
Inställning av regulatorn 1

Regulatorn måste "ställas in" för att få bränslet att spruta in vid rätt tidpunkt.(ca 12-14mm från ÖD). Grundinställningen utföres genom att ställa de röda märkena på svänghjulet mitt för centrum på motorn (svänghjulet skall vridas fram i rotationsriktningen) forts...
Inställning av regulatorn2

Därefter sättes regulatorn ner i stativet där märket på regulatorfoten och märket på regulatorstativet skall stå mitt för varandra samtidigt som märket på centrifugalvikten skall stå mitt för märket på regulatorns överkant. (se bild nedan). Regulatorn får kanske lyftas upp några gånger och vridas för att den skall hamna mellan rätt kuggar. När alla ovanstående märken står mitt för varandra är regulatorn grundinställd och skall fungera. För att få den optimala inställningen skall motorn belastas och man lossar de båda fastsättningsmuttrarna mycket försiktigt så att man nätt och jämt kan vrida regulatorn. På den punkt motorn går bäst låses regulatorn fast.
Regulatorinställning 3
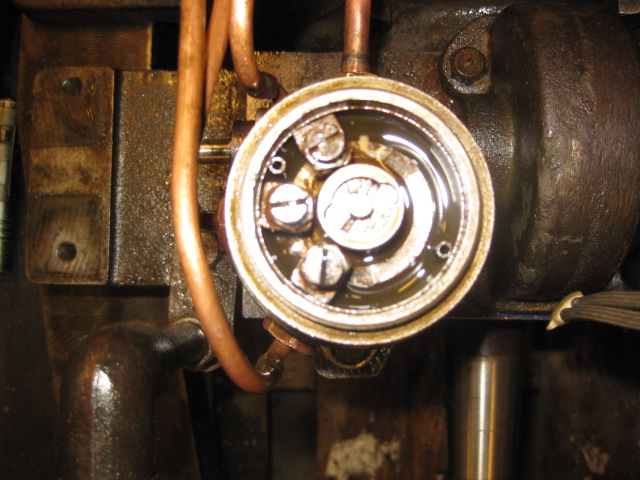
Oljesystemet
Oljesystemet består av en oljebehållare, en oljepump, anslutningsnipplar samt rörledningar. Pumpen är av typ kolvpump med tre st kolvar som smörjer cylindern, kolvbulten, vevlagret samt regulatorn. Ramlagren (kullager) smörjes dels för hand med oljekanna (främre lagret) medan det aktre lagret smörjes av oljedimma från vevhuset. Pumpen drives av vevaxeln via en kuggväxel. Bilden visar också de tre oljenipplarna där den undre förser cylindern med olja (den har en bit kopparrör fastlödad eftersom den passerar genom spolluftskanalen), den mittersta nippeln är till för smörjning av vevlagret via smörjoljeringen och sist nippeln för kolvbultsmörjningen. Kolven har en urfräsning på mantelytan ( syns på en bild av kolven tidigare) varifrån det är borrat ett hål in till kolvbulten. Oljenippeln sitter på cylindern rakt framför urfräsningen och när kolven passerar hålet "skrapar" den in oljan i urfräsningen och ner till kolvbulten.
Oljebehållaren

Rengöring av alla delar och rör erfordras ( restoljan visar att det är vatten i oljan,( troligen kondens)
Smörjoljenipplar

Nipplarna brukar normalt ha ett hål på ca 4-5 mm samt med en backventil ( kula och fjäder) inuti. Nipplarna för kolvbultsmörjningen och vevlagret har för denna motor endast ett mycket litet hål ( ca 1mm) i stället. Varför vet jag inte men det kan vara för att dessa smörjpunkter har en gemensam ledning och kanske balanserar flödet mellan dem. (detta är en gissning från min sida, är det någon som vet är han/hon välkommen att berätta för mig vad som gäller)
Vevlagrets nippel

Vevlagrets nippel sitter placerad i främre vevhusgaveln och leder oljan in i smörjoljeringen ( smörjoljeringen är en ring som sitter fastskruvad på vevaxelns framkant. Ringen har ett invändigt spår med en kanal som går igenom vevslängen och in i vevtappen. Av centrifugalkraften pressas oljan in i kanalen till vevlagret och därigenom smörjes. Den som är intresserad kan se en bild på smörjoljeringen genom att klicka på motor SEFFLE 15BF10 Hk
Inställning av oljeflödet
De olika smörjpunkterna skall även ha olika flöde. Detta ställes in genom att justera pumpkolvarnas slaglängd. På bilden visas ställskruvarna. Man lossar låsmuttern som sitter under skruvskallen (8mm NV) skruvar ner skruven i botten och sedan upp ca 2 1/2 varv för vevlagret , och 2 3/4 för cylinder och kolvbultslagret, (detta är rekommendationen för Skandiamotorer men bör vara ok även för Seffle) Enligt Seffle manual skall cylindern ha 4 droppar per minut vid 750 varv, vevlagret 6 droppar samt regulatorn 2 droppar. Detta är dock svårt att mäta eftersom det inte finns några synglas och man vill ju inte lossa smörjrören under drift. Det går ju att ställa in pumpen på bänken och köra den med en borrmaskin med justerbart varvtal men då gäller det att räkna först och ha tillgång till en varvräknare.
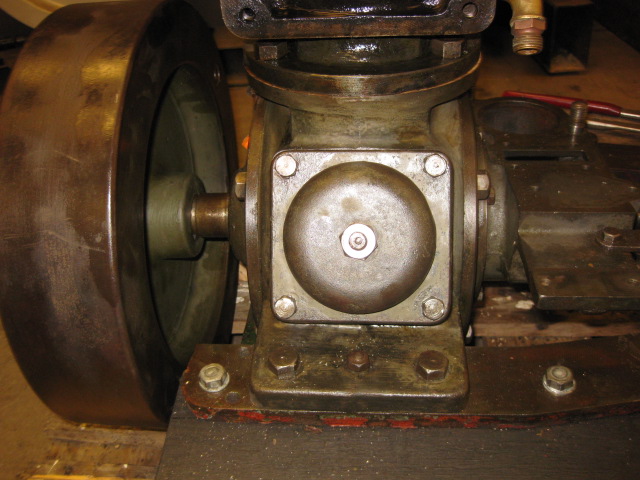
På plats

Här sitter pumpen på plats , kuggväxeln för drivningen syns också.
Bränslesystemet

Bränslesystemet består av ett bränslefilter, bränslepump och spridare. Bilden visar bränslefiltret (före rengöring). Att kalla detta för ett filter är nog att "ta i", det är inget annat än en sil som förhindrar stora partiklar att komma in i pumpen. Detta är inget stort problem för stationära motorer men för båtmotorer bör man montera ett riktigt filter mellan tank och motor.
På Plats

Rengjort filter på plats, en ny ledning mellan filter och pump måste tillverkas.
Bränslepumpen

Bilden visar pumpen i delar med isärtagna sug- och tryckventiler.
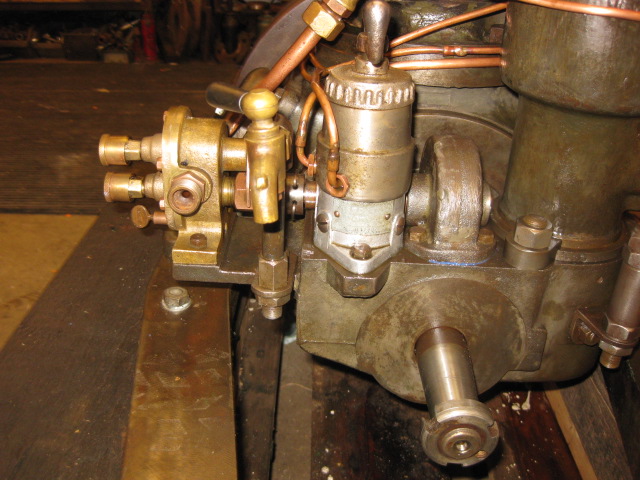
Bränslepumpen

Här är pumpen monterad på regulatorn. Röret mellan filter och pumpens sugsida är under tillverkning.
Kylvattenpumpen
Kylvattenpumpen är en vanlig kugghjulspump med en anslutning. (det finns även med två anslutningar och då används den andra till länspumpning) Pumpen drivs från oljepumpens axel.
Brytstift

För att inte pumparna (Olje- och Vattenpumpen) skall haverera om någon av dem fastnar (mest utsatt för detta är kylvattenpumpen som vid körning på grunt vatten kan suga upp något föremål in mellan kugghjulen och får den att fastna) finns det en liten medbringare mellan olje-och kylvattenpumpens axlar som är försedd med ett speciellt "brytstift" . Som synes på bilden har den ena skänkeln av brytstiftet gått av och den andra är på god väg. Ett nytt original "stift" visas också på bilden.
Brytstift forts...

Med brytstiftet monterar bildas det ett mellanrum som passa precis över kylvattenpumpens axelända ( den andra ändan har bara ett fyrkantigt hål (utan brytstift) som passar över oljepumpens utgående axel.
Medbringaren på plats
Här visas medbringaren på plats med brytstiftet synligt. ( Stiftets båda skänklar bockas över medbringaren) Om kylvattenpumpen fastnar kommer stiftet att gå av och frikopplas därmed från oljepumpen. Ett nytt stift bör man ha med sig som reservdel eftersom motorn inte bör köras utan kylvatten
Motorenheten klar

Och så blev den klar till slut, inte helt för backslaget återstår att renovera.
Motorstart

Det är alltid lika spännande att starta upp en motor efter en omfattande genomgång. Denna gång avlöpte det utan större problem, motorn startade lätt och gick jämt och fint men den kallnar fort med full kylning och utan belastning. Motorn fick gå några timmar för att slita in de nya kolvringarna något. Den har bra kompression som den är men kommer att bli ännu bättre efter att ha körts i fler timmar.
Ytbehandling
Utsidan är bara rengjord och därefter behandlad två gånger med kokt linolja o terpentin.
Nu återstår att ta itu med backslaget som är i mycket slitet och behöver en fullständig renovering.
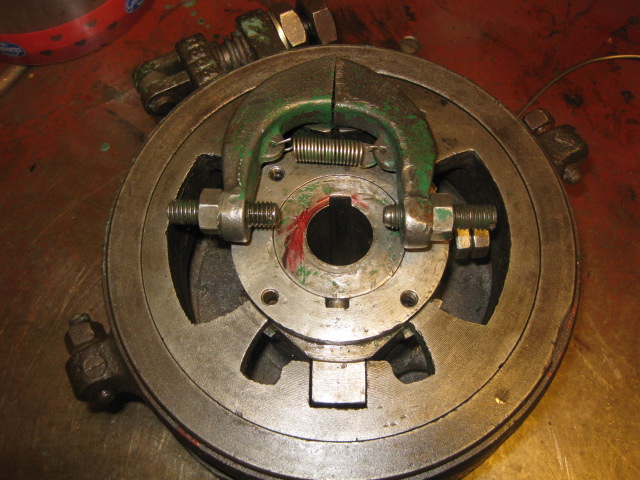
Backslaget
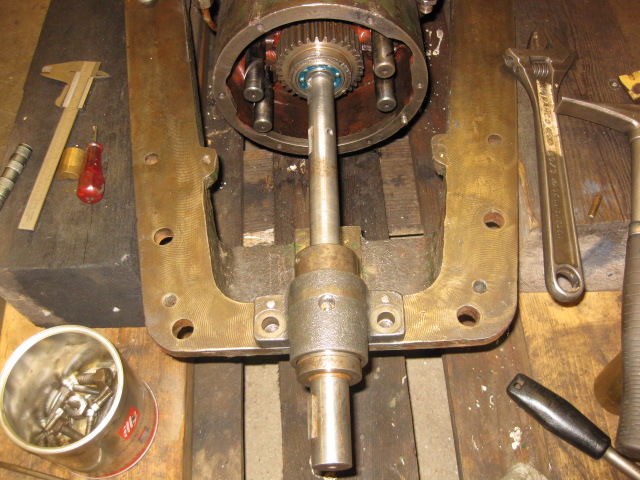
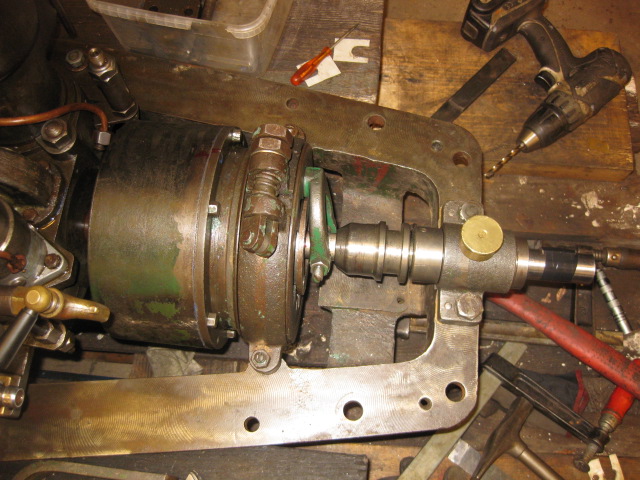
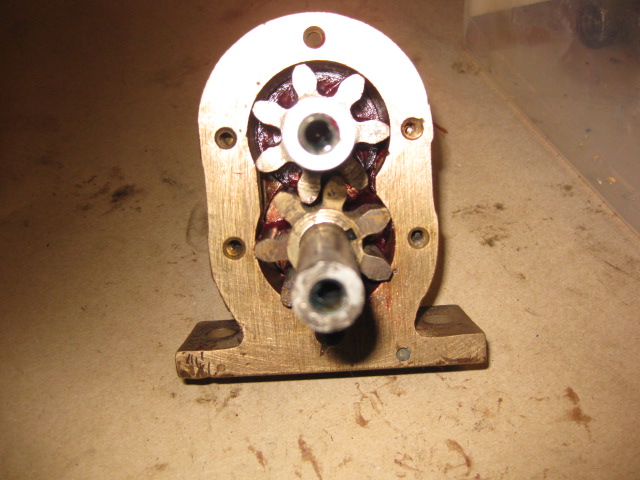
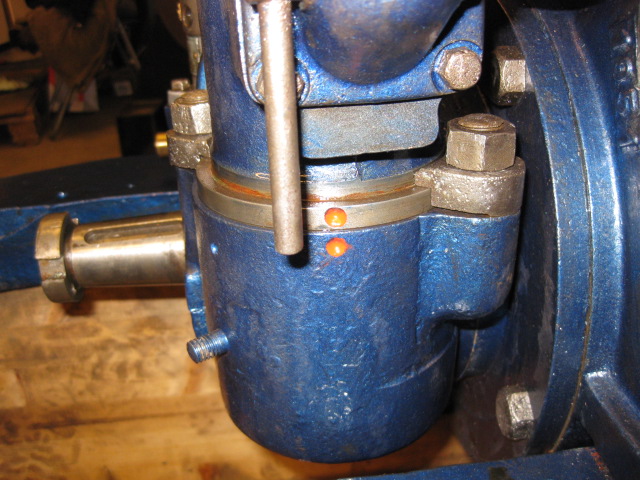
Backslaget är så slitet att det måste renoveras med nya (bättre) delar. Nya delar är svåra att få tag på så valet blir att ta delar från ett begagnat backslag som ersättare. Det "nya backslaget kan inte användas eftersom vissa delar är dåliga samt att mellanaxeln är anpassad för en varpspelskoppling (utgående axeltapp är försedd med en kona i stället för att ha en rak ända, som på bilden)
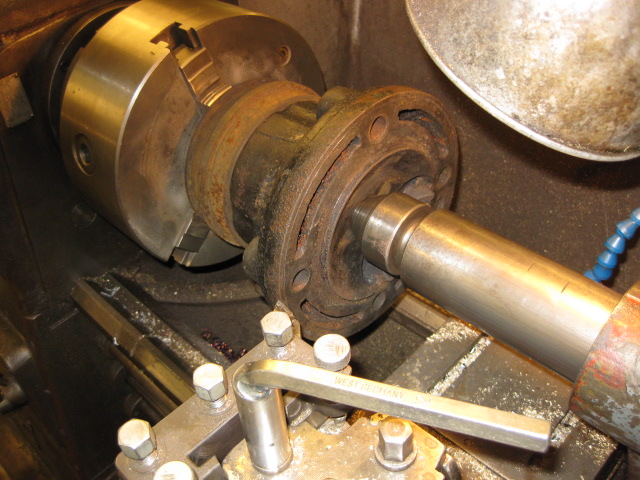
Demontering

För att kunna dra ur mellanaxeln lossas bulten (som syns ini urfräsningen) som går rakt igenom medbringaren och in i ett hål i axeln som därmed låses på plats(jag har ingen ritning med beteckningar så jag får hitta på egna namn på delarna men skall försöka var konsekvent så det inte skall bli något missförstånd) Både kugghjulet för mellanaxeln och medbringaren sitter även på kilar men bör gå att dra ut utan större problem
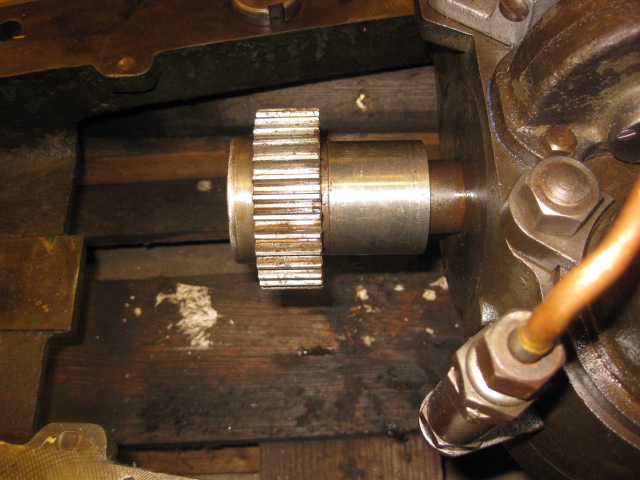
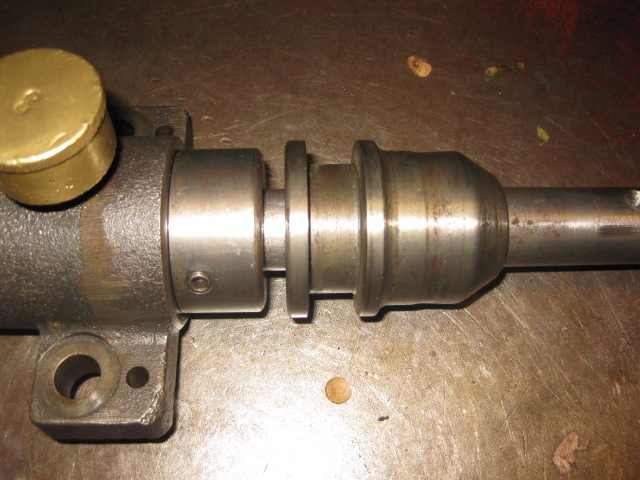
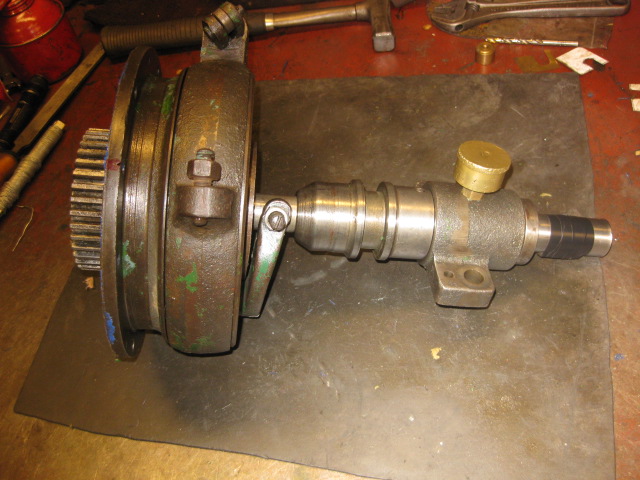
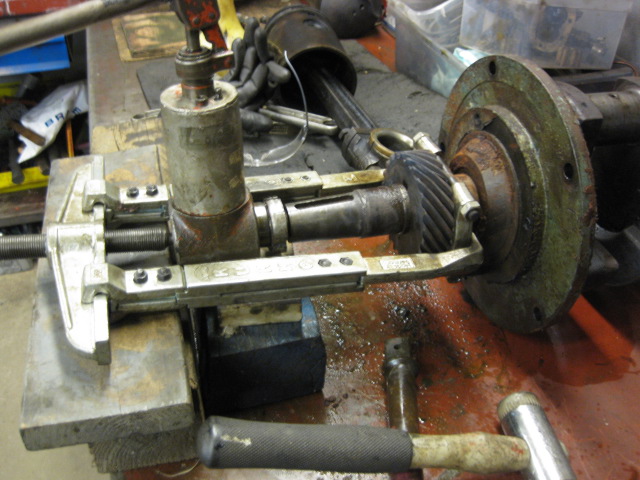
Mellanaxeln

Bilden visar när mellanaxeln är utdragen med tillslagskonan och stödlagret sittande kvar.
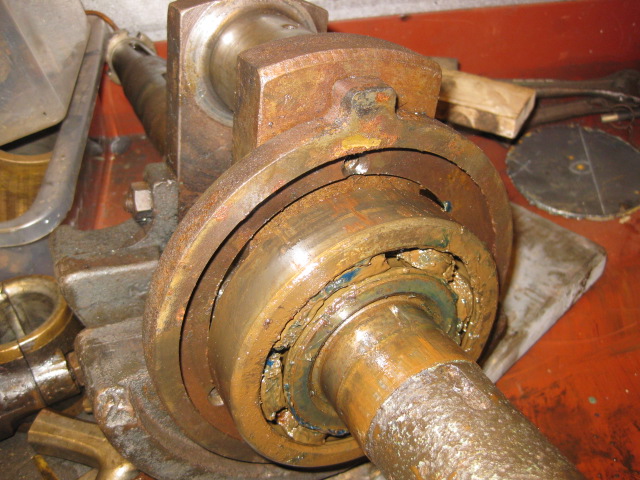
Demontering forts
För att få ur friktionsbandet lossas de fyra spårskruvarna (brukar vara låsta på något sätt, körnslag, etc och lossas enklast med en slagskruvmejsel. När skruvarna är borta är det bara att lyfta av låsbrickan samt friktionsbandet.
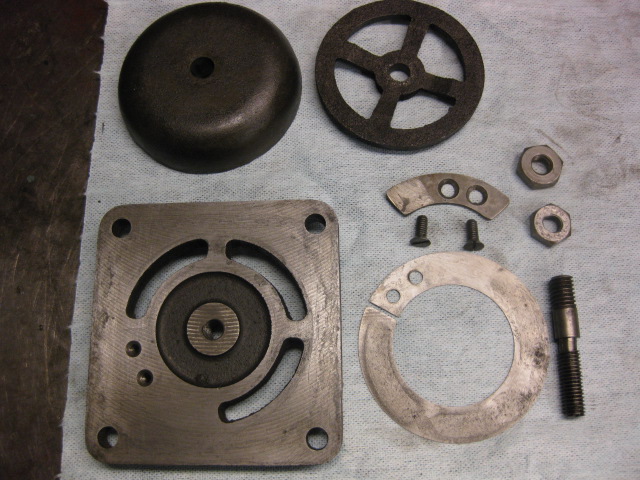
Backslaget i delar

Längst upp till vänster: Kugghjulstrumman med sina fem kugghjul, vevaxelkugghjulet (i mitten) samt de fyra planetkugghjulen. Överst i mitten: Kugghjulet till mellanaxeln. Överst till höger: Mellanaxel med tillslagskona och stödlager.
Mitten till vänster: Medbringaren. Till höger om medbringaren: låsbrickan.
Nederst till vänster: Friktionsbandet. Nederst mitten: Friktionstrumman.
Medbringaren är låst till Kugghjulet till mellanaxeln dels med den genomgående bulten som beskrivits tidigare samt att den har en "tajt" passning. Observera att det inte går att pressa kugghjulet ur medbringaren om det sitter hårt fast eftersom det även sitter med en kil. Om man försöker pressa ur det kommer kilen att gå mot mässingbussningen och förstöra denna. Lösningen är att tillverka en kraftig bricka ( den befintliga är för klen) som skruvas fast på medbringaren med fyra skruvar (befintliga hål) samt att den går så mycket utanför medbringaren att man får tag med en kloavdragare. Om den sitter hårt värm medbringaren. Nu skall delarna tvättas och inspekteras samt bestämma vilka delar som skall återanvändas och vilka som skall bytas ut. Observera att detta är ett grannlaga arbete eftersom delarna inte alltid är helt utbytbara. det kan vara små skillnader (toleranser) så varje del måste mätas och provmonteras för att vara säker på att de fungerar.
kugghjulshuset och vevaxelkugghjulet har inte beskrivits av den enkla anledningen att de redan var demonterade när motorn levererades. För att få det hela komplett kommer jag nedan att beskriva hur dessa delar demonterades från en annan motor.
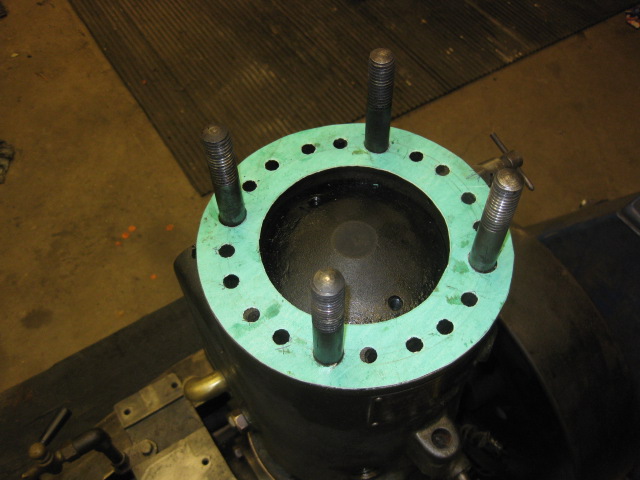
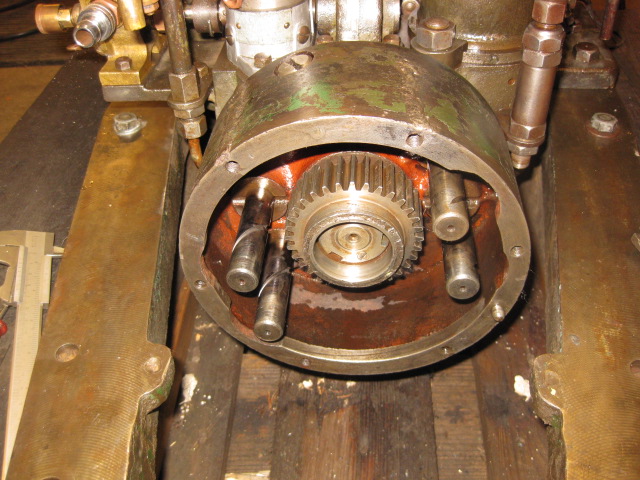
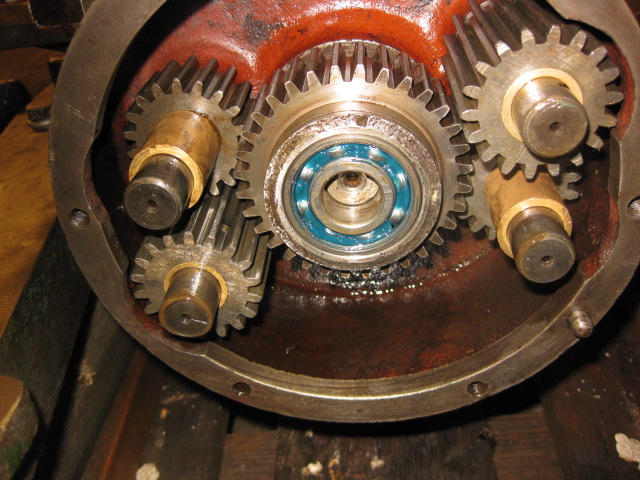
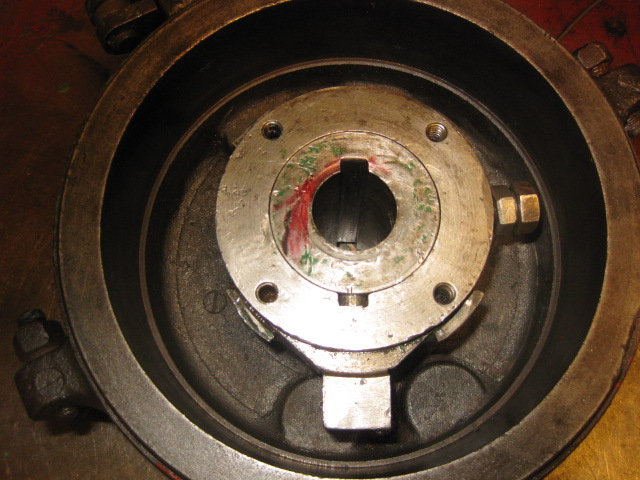
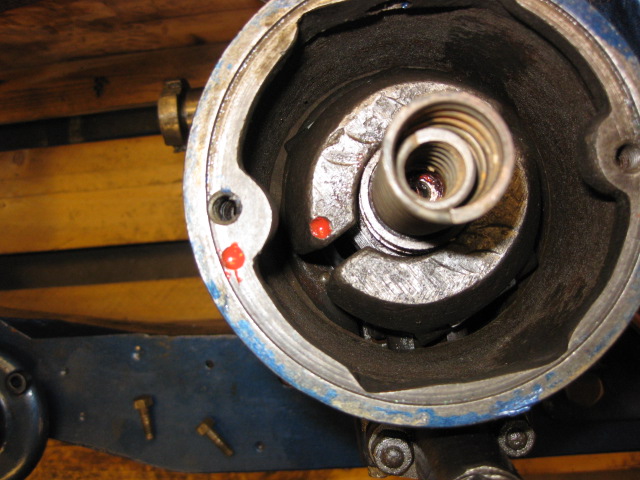
Kugghjulshuset
Bilden visar när kugghjulshuset har delats och kopplingsdelen är borttagen. De fyra "planetkugghjulen" är bara att dra av sina axlar för hand, medan kugghjulet på vevaxeln sitter på en kona med kil och måste lossas med hjälp av avdragare.
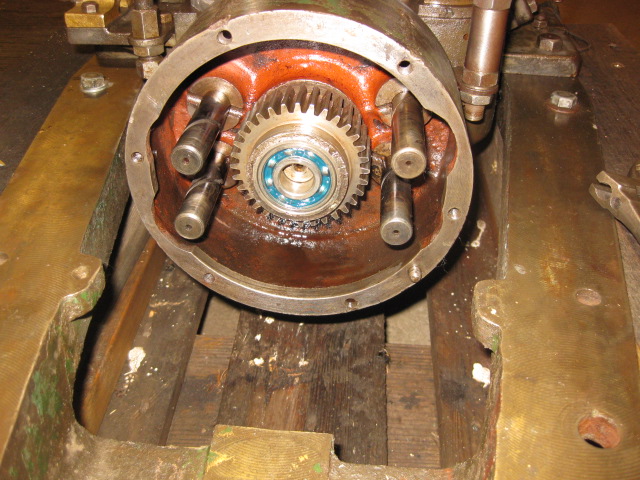
Centrumlagret
I kugghjulet sitter ett kullager vars uppgift är att "styra" mellanaxeln och som måste tas bort för att komma åt kugghjulets axiella låsning. Då jag inte har någon speciell avdragare för kullager kan man antingen slipa ur lagret eller som här svetsa in en gängstång i innerringen, tillverka en hylsa och sedan dra ut det.
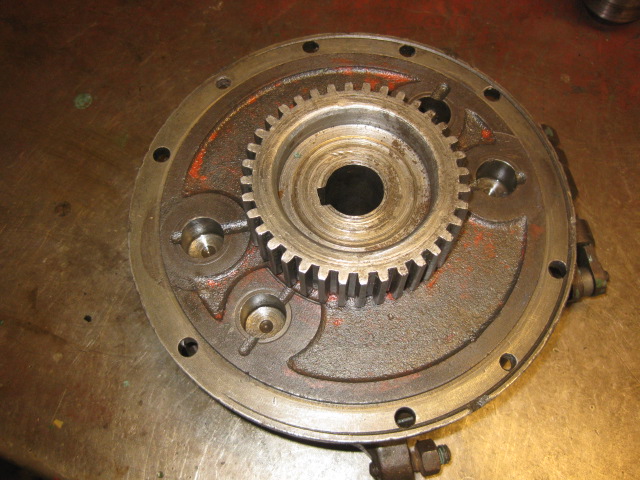
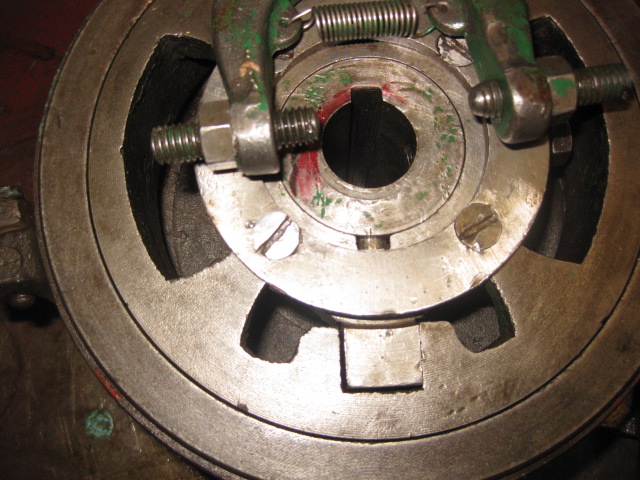
Låsningen
När centrumlagret är borta ser man kugghjulets axiella låsning. Axelmuttern är i sin tur låst med en låsskruv. Låsskruven kan ibland vara svår att se (dold av fett o smuts) om man inte vet att den skall finnas där)
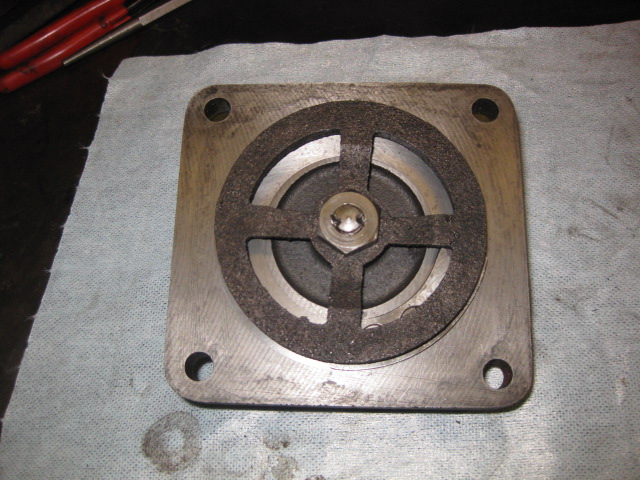
Låsmutterverktyg
För att lossa axelmuttern behövs ett speciellt verktyg (visas på bilden). Tyvärr är det inte alla som har tillgång till ett sådant varför de flesta muttrar är illa tilltygade efter att ha lossats med dornar eller vad man hade till hands.
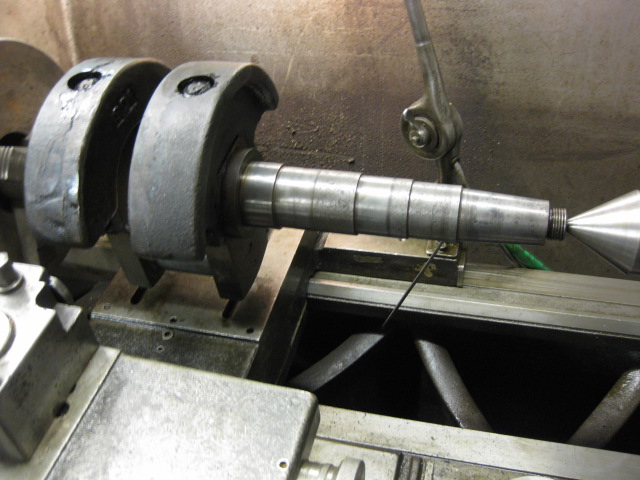
Avdragning av kugghjulet
Delar som är monterade på konor brukar vanligtvis sitta hårt fast och erfordrar stora krafter för att lossa. I det här fallet hade jag precis kunnat få in käftarna på avdragaren bakom kugghjulet men då legat an mot kuggarna. Kugghjulet är tillverkat av gjutjärn och tål inga större krafter, vilket även gäller för själva trumman, och valde därför att tillverka en tjock fläns (22mm) som var utskuren så att jag precis kunde trä den över kugghjulstrummans nav och därigenom fördela huvuddelen av kraften på navet. Med några kraftiga passbitar och en 10 T Simsondomkraft kunde jag spänna upp ordentligt utan risk för skador på kugghjul eller trumma. Som tidigare nämts sitter de flesta delar hårt fast och fick därför värma kugghjulet inifrån med gasol. Det behövdes inte många graders temphöjning innan det lossnade.
Kugghjul och trumma loss
Här har kugghjulet lossats från vevaxeln och både kugghjul och trumma kan nu lyftas ut. På bilden ser det ut som att delarna har värmts till höga tempreturer men så är det inte. Eftersom jag använde gasolbrännaren så sotade det ganska mycket. Temphöjningen blev kanske 50 grader.
Med detta avslutas demonteringen och hopmonteringen kan påbörjas.
Kugghjulen

Bilden visar skillnaden mellan de "Nya" och de gamla kugghjulen. Som synes är de "nya" i mycket gott skick.
Kugghjulstrumman

Ett streck i räkningen är att kugghjulstrumman har reparerats tidigare , troligen orsakat av problem vid demontering av själva kopplingsdelen. Skador på kopplingsdelens fläns tyder på detta.
Sprickorna
För att kunna bedöma hur allvarliga sprickorna är gjordes en sprickindikering som visar sprickornas utbredning. Tyvärr har man inte fogberett ordentligt inför svetsningen och svetsen har inte penetrerat genom godset. Den vänstra sprickan har inte gått igenom godset medan den högra går nästan ända fram till trummans gavel. Ett borrat hål på ca 5mm i slutet av sprickan hade förhindrat att sprickan kunde sprida sig. Att borra hålet i efterhand är inte meningsfullt om man inte vet hur utbredningen är på utsidan , vilket skulle innebära svetsen slipades bort och svetsades om efter borrning. Nu är ovanstående troligtvis inte ett stort problem eftersom kopplingsdelens fläns kommer att bidra till att minimera belastningen på svetsen. Det är inte ovanligt att dessa trummor är skadade och svetsreparerade men då har de för det mesta frusit sönder då det kommit in vatten i trumman.
Provmontering
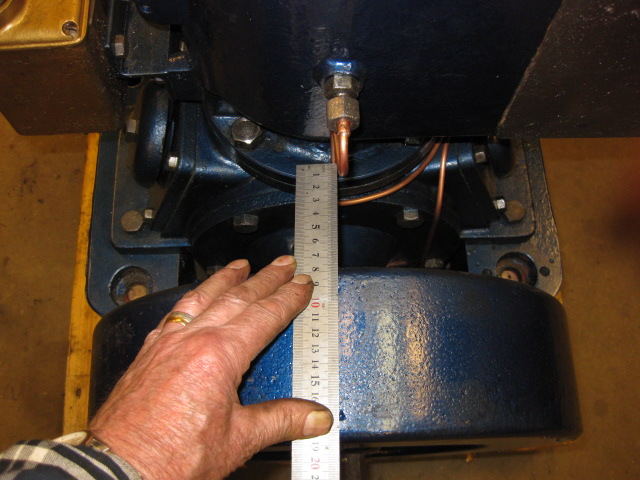
När man byter delar från en motor till en annan måste man kontrollera att de passar. Det första är givetvis att kontrollera att delarnas mått stämmer överens med originalet samt i det här fallet att kugghjulet passar på axelkonan och äntrar lika långt in på vevaxeln som originalet. Detta är viktigt eftersom måttet mellan kullagret inuti kugghjulet och till mellanaxelns fäste för stödlager på bottenramen är fixerat till ett bestämt mått. Här är det enkelt att mäta avståndet från regulatorstativet till kugghjulets kant och jämföra med originalets mått.
Kugghjulstrumman och vevaxelns kugghjul
Här är trumman och kugghjulet på plats. Låsmuttern inklusive låsskruven för låsmuttern är åtdragna.
Backslagets styrlager
Inuti kugghjulet sitter ett kullager inpressat som utgör styrning för mellanaxeln.
Provmontering av mellanaxeln
Som beskrivits ovan är det ett fast mått mellan kullagret i kugghjulet och fästet för mellanaxelns stödlager. Mellanaxeln och stödlagret är nytt men passade dåligt (styrstiften stämde inte överens med hålen i bottenramen och det finns inte plats för att borra nya). Detta löstes så att den nya stödlagerbocken byttes ut mot den gamla medan den nya mellanaxeln och axiallagret bibehölls. Detta visar hur viktigt det är att provmontera delarna innan de fastsättes för gott.
Planethjulen

Planethjulen är i fint skick och kommer att fungera lång tid framöver ( om de bara får smörjning)
Smörjhålen

I kugghjulen skall det vara borrade smörjhål (har sett kugghjul utan hål) för att få lagringen skall få smörjning.
Det finns olika åsikter om vilken typ och viskositet oljan skall ha . I någon skrift har jag sett att det skall vara en blandning av fett och olja och andra som jag rådfrågat föredrar tjock växellådsolja. Jag har tidigare följt skriftens råd men lutar mer mot att man skall använda tjock växellådsolja tex 80/90 olja. Orsaken är att fettat kanske tätat igen smörjhålen så att lagringen inte får någon olja. En motsägande teori är att fettet kommer att pressas igenom hålet av kuggtrycket när kuggarna roterar. Troligen fungerar båda typerna, det är bara att välja!
Kugghjulen i kugghjulstrumman
Ser bra ut , eller hur?
Mellanaxelns kugghjul
Kugghjulet "släpps" bara rakt ner i friktionstrumman. Kontrollera att det löper lätt, samt olja in ordentligt
Tillslagskonan
Det gäller att inte glömma att montera tillslagskonan på mellanaxeln
Medbringaren
Medbringaren är fastsatt på kugghjulet med en kil (syns i kilspåret) samt fin passning mot kugghjulets "hals" samt en låsskruv (låsskruven måste monteras in i medbringaren innan den monteras på plats eftersom den är så lång att den inte kan inte monteras efteråt). Låsskruven är så lång för att den skall gå igenom både medbringaren kugghjulet och sedan in i ett borrat hål i mellanaxel. Det är viktigt att låsskruven träffar det borrade hålet eftersom detta håller mellanaxel i rätt position. De fyra gängade hålen är till för fastsättning av låsbrickan.
Excenterbandet
Excenterbandet läggs ner i friktionstrumman så att den passar över den fyrkantiga medbringatappen.
Exenterbandets låsning
Excenterbandet låses axiellt genom att låsbrickan skruvas fast på medbringaren. Notera att det finns en avfräst kant på brickan som skall riktas mot excenterarmarnas centrum
Ny packning

Kugghjulstrumman är "fylld" med olja (obs, endast 0,4 - 0,45 l vilket ger en nivå strax under centrum, SAE 80/90 eller liknande tjock olja) varför det behövs en bra tätning mellan delarna. Packningen är 0,25 mm tjock oljebeständig packning med ett tunt lager av tätningsmedel.
Friktionstrumman
Här är friktionstrumman med stödlager klar för sammansättning med kugghjulshuset.
Monterad på plats
Nu saknas bara "växelspaken"
Motorn klar
Motorn klar forts...

Motorn är provkörd, startar lätt och går lugnt och fint. Förhoppningsvis kommer den att driva fram båten i många år framöver.
- Uppgifter
Seffle 15 BF 10 HK

Typ: Seffle 15 BF
Tillverkare: AB Seffle Motorverkstad, Seffle
Tillverkningsnummer: 6725
Tillverkningsår: 1949
Effekt: 10 Hk
Varvtal: 650 rpm
Varvtalsreglering: Centrifugalregulator
Startsystem: Tändkula, Handstart
Har varit monterad i träbåt på västkusten
Av en tillfällighet fick jag möjligheten att förvärva en 10 Hk motorenhet, vilket passade mig bra eftersom jag sen tidigare har ett backslag och en bottenram vilket möjliggör att återställa en motor i originalskick. Motorn hade varit installerad för reversibel propeller med av motorskylten framgår att den ursprungligen levererades som en backslagsmotor (ändelsen BF vilket anger Backslag och friktionskoppling)
Demonteringen
Att "ta isär" små Seffle motorer är inga konstigheter och kommer därför enbart ta upp några få aktiviteter som kanske fordrar lite mer uppmärksamhet. För dom så vill se mer får titta på mina övriga Seffle motorer där demonteringen framgår mer detaljerat.
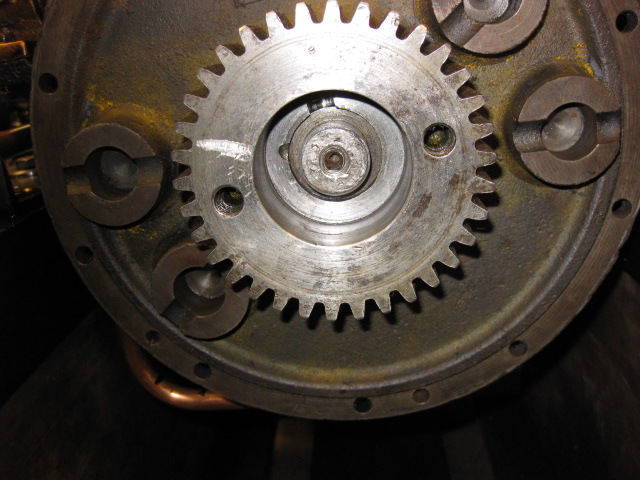
Kuggdrevet
Kuggdrevet sitter på vevaxelns cylindriska del samt med en plattkil. Normalt sitter inte drevet speciellt hårt fast men avdragare erfordras. (om man enbart använder avdragaren utan domkraft måste det ligga en mässingbit mellan vevaxeländan och avdragaren för att skydda centrumhålet. Vad som måste iakttagas är att ingen last får komma på de ömtåliga kuggarna och har man inte ett speciellt verktyg för lageravdragning får man hitta på något annat att lägga mellan "klorna" på avdragaren och kuggdrevet.
Demontering av vevhusgavlarna

Gavlarna kan sitta ganska hårt fast eftersom de dels har passning i vevhuset dels mot ramlagren. Gavlarna är relativt tunna och måste lossas med försiktighet. Det bästa är att använda de gängade hål som finns i gavlarna speciellt för avdragningsändamål.
Vevhustätningar

Vevhuset behöver tätas mot utsidan dels för att erhålla vevhuskompression (det är ju tvåtaktsmotorer vi talar om) dels för att hålla tätt mot oljeläckage. Tätningen är av typen "Mekanisk tätning" och består av en lös tätningsring (som synes längst ut) och som tryckes mot vevhusgaveln med hjälp av små tryckfjädrar. Den inre ringen (med fjädrarna) är också lös på vevaxeln men sitter med en liten Woodruff kil så att den roterar med vevaxeln. Rotationen överföres till den lösa tätningsringen via ett styrstift som sitter fast i innerringen och passar i ett hål i tätningsringen. Ovanstående tätning är monterat på båda sidorna av vevhuset.
Smörjoljeringen
Smörjoljeringens funktion är att förse vevlagret med olja. Funktionen är genialiskt enkel och fungerar så att olja förs in i ett spår på insidan av ringens periferi via en oljenippel som går från utsidan av vevhusgaveln och in i spåret. När motorn går, roterar även ringen och centrifugalkraften pressar oljan genom en nippel i oljeringen in i ett borrat hål i vevaxeln som mynnar inuti vevlagret. Nippeln som går in i vevhuset sitter i den "utbuktning" som synes på bilden.
Motorn i delar

Backslag och bottenram

Detta är vad som behandlas av demonteringen, nu blir det renovering
Renoveringen

Jag börjar med att göra en enkel motorbädd för att ha något att bygga på.
Rengöring/Färgborttagning/Målning
Rengöring och färgborttagning är ett nödvändigt ont, det är dock delade meningar om motorer skall målas eller inte men min syn är att båtmotorer som är illa rostade bör målas, och alltid om de skall återinstalleras i en båt. Stationära motorer har vanligtvis körts på sötvatten och stått i en atmosfär långt från saltvatten och brukar därför ha en fin patina efter att all ingrodd smuts är borttaget, dessa bör nog endast behandlas med linolja. Det som jag tycker är viktigast är att inte försöka få motorerna att se fabriksnya ut ( vilket vanligtvis misslyckas av dem som försöker) utan få fram en yta som påminner om en väl använd men välbehållen motor.

Svänghjulet har blivit ganska hårt angripet av rost eftersom det troligen stått i mycket salt slagvatten. Så här blir åtgärden blästring, grundmålning slipning samt färdigmålning. Ljuddämparen och ett annat svänghjul åkte med av bara farten!
Invändig målning

Till den invändiga målningen använde jag motorlack som ger en hård blank yta för att ev föroreningar att rinna ner i vevhusets botten och sedan ut när man öppnar dräneringsventilen. (förutom detta ser det bra ut också)

Utvändiga ytor behandlades tre gånger med mörkblå Hammarlack. Denna lack är mycket slitstark men har nackdelen att innehålla Silicon och kan därför inte övermålas med annan färg.
Vevaxel
Ramlagren var dåliga och behövde bytas. På bilden är lagren avdragna och vevaxeln uppspänd i svarven för lite puts inför montaget av nya lager.
Byte av ramlager

Även om lagren värmts i olja till ca 115 grader och vevaxeln förvarats ute (i en plastpåse) under natten (3-5 grader) finns det alltid en risk att de hamnar snett när de träs på axeln och fastnar innan de är på plats. (detta gäller speciellt sfäriska lager) Om så sker kan de fastna rejält och kan bli förstörda när de skall dras av för ett nytt försök. Det är därför en bra säkerhetsåtgärd att tillverka några enkla verktyg för att lagret lätt kan "knackas" rätt, eller pressas på, och därigenom glider ner på plats. Ett sådan verktyg är ett rör som svarvats ur att passa på vevaxeln (0,1mm) för perfekt styrning och med vinklerät ända. Om det är så att lagret skall pressa på måste det tillverkas ett stöd, en rörbit etc som passar precis mellan vevslängarna, detta för att de inte skall pressas ihop under pressningen. På bilden har jag använt en plåtbit (den röda) och en rörbit för att få stödet på rätt plats.
Nya lager på plats

Här är båda lagren på plats som gled på utan att verktygen behövde användas. Lagren är SKF nr 6311 (120x55x29)
Vevhusgavlarna

Vevhusgavlarna sitter med fin passning på ramlagren och brukar därför värma gavlarna med varmluftspistol för att de skall äntra lätt över lagren. Man skall vara uppmärksam på att vevhustätningens rörliga del inte vrider sig så att den inte äntrar på styrstiftet. Fjädrarna vill ju trycka upp ringen och smetar därför in den med konsistensfett som håller den på plats under montaget av gaveln. För att ytterligare säkerställa att ringen sitter rätt ställer jag vevaxeln vertikalt. Även vid montaget av i vevhuset måste man vara observant på att inte ringen rört sig. När båda gavlarna är på plats i vevhuset kan man kontrollera vevhustätningarna genom att trycka på dem från utsidan och se att de lätt fjädrar fram och tillbaka.
Nya muttrar o skruvar

Gamla motorer, och speciellt motorer som gått i saltvatten brukar ha rostiga och sönderdragna (ibland med huggmejselspår) som förstör mycket av helhetsintrycket på en renoverad motor. Även om det är ett ganska tidsödande arbete tycker jag att det är värt besväret.
Kugghjulskåpan

Kugghjulskåpan sitter skruvad direkt mot vevhuset med en 0,25mm oljebeständig packning som tätning. Tätningen mot vevaxeln där den går ut ur kåpan utföres av en filtring. De gamla filtringarna brukar vara utslitna och är bäst att byta. Innan de monteras skall de ligga i olja ett tag så de blir ordentligt indränkta för bra smörjning under den första tiden.
Inskavning av lager

Vevlager som varit i drift bör kontrolleras för korrekt anliggning och lagerspel. Här har lagret skavts in och spelet justerats till ca 0,1mm. Nu skall det temporärt monteras på vevstaken och med kolven i cylindern för att kontrollera att det ligger an mot hela ytan i längsled. (Man kan ju ha skavt för mycket/för lite på någon sida) Jag fick göra en liten justering samt minska anliggningsytan en aning, men nu är det ok.
Kolvringar

Nya kolvringar måste monteras, de gamla var så slitna att kolvringsgapet var 3,6mm!!. Som tur är hade jag nya ringar och slapp därmed allt arbete med att tillverka nya. Dessa ringar behövde dock justeras för att passa, dels måste kolvringsgapet justeras dels var ringarna kapade rakt av varför ett knasterspår måste filas fram.
Mätning av kolvringsgap

Kolvringsgapet skall alltid kontrolleras innan man installerar dessa. Kolvringar som installeras med för litet gap riskerar skärning när motorn blir varm. I det här fallet var ringgapet i princip 0,0 och fick filas upp till 0,7mm ( rätt mått skall vara 0,65 mm) Kontrollen utföres enkelt genom att sätta in ringen i cylinder (helst längst ner i cylindern där den är minst sliten) samt mäta med ett bladmått. Den här motorn har gått utan problem med ett gap på över 3 mm! (men har troligen rykt) så det finns marginaler. Jag tycker nog att man skall byta när man närmar sig 1,5-2 mm på den här cylinderdiametern (127mm).
Knasterspår

De här ringarna hade kapats rakt i ändarna och saknade knasterspår som behövde filas fram. Varje ring skall provas efter filning att de ligger fritt i spåret samt att spelet mot knastret är minst lika stort som själva kolvringsgapet. Detta måste också kontrolleras vid installation av nya ringar.
Regulatorn

Den här motorn är försedd med en centrifugalregulator (det finns även en annan typ som heter pendelregulator med ett helt annat funktionssätt) vars funktion, som namnet avslöjar, arbetar efter centrifugalprincipen. De rörliga delarna är inkapslade i ett gjutet "regulatorstativ" och där hastigheten på motorn kan regleras med ett handtag från utsidan.
Regulatorns delar

Här har delarna rengjorts och är klara för montage inklusive nya kullager
Funktion

För att förstå regulatorns arbetssätt får jag beskriva delarna efter vad som visas på bilderna. (Delarna på bilderna tillhör inte denna motor utan är delar från "förrådet"). Som synes är regulatorn uppbyggd vertikalt på en axel som drives från ett kuggdrev på vevaxeln och ett kugghjul på regulatoraxeln (längst ner på bilden). Men vi börjar uppifrån med "gashandtaget med sin centrumfjäder, därefter kommer regulatorvikterna sedan reglerhylsan (konan) och till sist pumpnocken (excenterskiva). Utanpå regulatorstativet skruvas bränslepumpfästet fast (den silverfärgade delen) med pumparmen o pumprullar (delen som sticker ut ur bränslepumpfästet), ovanpå fästet monteras slutligen bränslepumpen.
Regleringen

När motorn roterar (och regulatoraxeln) strävar centrifugalkraften att "pressa" ut regulatorvikterna som i sin tur lyfter reglerhylsan (som kan löpa upp och ner på regulatoraxeln). Bränslepumpen ( som är en vanlig kolvpump), är fjäderbelastad så att den hela tiden trycker på regulatorarmen och därigenom trycker pumprullen mot reglerhylsan. Beroende på reglerhylsans läge (upp eller ned) ökar eller minskas slaglängden på regulatorarmen och därmed bränslepumpens slaglängd (längre slag, mera bränsle, motorn går fortare, kort slag mindre bränsle motorn går saktare)
Bättre bild

På den här bilden kan man se hur den övre pumprullen ligger an mot konan när den är i sitt nedersta läge och hur den nedre rullen träffas av excentern (som ger pumpslaget). I detta läge är det max pumpslag. När konan flyttas uppåt kommer avståndet mellan den nedre pumprullen och excentern att öka varvid pumpslaget minskar. regleringen av hastigheten beror alltså av konans läge i förhållande till pumprullen. Detta skötes av en fjäder under "gashandtaget" som pressar mot regulatorvikterna och genom att anpassa fjädertrycket (vrida på gashandtaget ) kan man hitta jämnvikten mellan centrifugalkraften och fjäderkraften så att man mycket fint kan reglera konans läge . Det här var inte lätt att beskriva men detta är vad ni får!
Kylvattenpumpen

Planslipning
Kylvattenpumpen är en kugghjulspump med två par kugghjul , ett för kylning av cylinder, topplock och brännkammare, det andra för länspumpning. När jag plockade isär pumpen visade det sig att kugghjulsparet för länspumpningen saknades samt att in och utloppsportarna var pluggade (tätade slangstumpar), en trolig förklaring till detta visas under kommentarerna för oljepumpen.. även några skruvar som håller ihop pumpdelarna var avdragna. Det är vanligt att man på motorer som inte är i drift hittar fel som inte syns på utsidan, och så var det även här. För att en kugghjulspump skall fungera korrekt fordras att det är fin passning mellan kugghjulsidorna och gavlarna. Detta innebär att gavlarna måste vara helt plana vilket enklast åtgärdas (om de inte är för mycket skadade) genom att fästa ett slippapper på en glasskiva och därefter slipa gavlarna. Man skall eftersträva att få en "åtta" liknande rörelse för bästa resultat.
Kugghjulen monterade
Så här ser det ut när kugghjulen är monterade. Pumpen får sättas ihop med enbart ett kugghjulspar (Portarna för länspumpningen pluggas med nytillverkade mässingpluggar) . Detta utgör inget problem om motorn inte monteras i en båt där länspumpning är önskväert, det finns även motorer som i original endast har en pump för motorkylning.
Klar för montage

Oljepumpen

Oljepumpen är en kolvpump med fyra kolvar som pumpar olja till vevlagret via smörjoljeringen, cylindern , kolvtappen samt regulatorn. Detta är hur en "normal" Sefflemotor smörjs. Den här motorn "saknar" dock ett smörjställe på cylindern och har bara en smörjnippel i framkant på cylindern som skall förse både cylinder och kolvtappen med olja. Eftersom det inte finns någon gjuten anvisning för den "andra" smörjnippeln får man väl antaga att det är ett av Seffles försök till utveckling. Detta medför att en smörjport i smörjapparaten är "ledig". Detta har tidigare ägare löst genom att kopplats in den porten till "pyskranens anslutning på cylindertoppen. Om detta smörjtekniskt har fungerat är tveksamt eftersom oljan troligen förbränns innan den hunnit göra någon nytta. (däremot kanske man har fått snygga rökringar) . Nu kommer pumpen till den lediga porten att ställas i "0-läge" så att den inte pumpar någon olja, för säkerhet skull kommer jag att sätta dit en ledning som mynnar i det fria ifall pumpen inte går att 0-ställas helt. I värsta fall får jag väl göra ett grenuttag till smörjstället för cylindern/kolvtappen.
Inställning av oljepumpen

Funktionen på pumpen är sådan att på toppen av pumpkolvarna sitter en ställskruv som glider mot en roterande skiva. Skivan har en upphöjning och vid varje varv lyfts resp. ställskruv och därmed också pumpen. Inställning går till så att ställskruvarna har en låsmutter och genom att lossa dessa kan man sedan vrida skruvarna upp eller ned för att öka eller minska pumpslaget. Jag har ingen info om hur mycket olja den här pumpen skall ge för varje smörjställe men har för de "gamla smörjoljelådorna" specifikation på antal droppar per minut. Skandia anger hur de ställer in en sådan här pump genom att ange ställskruvarnas läge.
Antal droppar per minut och 750 rpm enligt Seffle " smörjapparater
Cylinder: 4 droppar
Vevlager: 6 droppar
Regulator: 2 droppar
Eftersom det inte finns någon separat smörjnippel för kolbultslagret bör väl cylindernippelns oljetillförsel ökas till ca 10 droppar (ryker det får man väl minska)
Skandia har en enklare inställningsprocedur för dessa smörjapparater, och dessa värden bör kunna överföras till Seffle motorer men en kontroll av antal droppar bör utföras enligt ovan.
Inställning.
Skruva ner inställningsskruven i botten
För vevlagersmörjning: skruva upp ställskruven 2,5 varv
För övriga smörjställen: Skruva upp ställskruven 2,75 varv, om det stänker olja eller ryker skruva upp till max 3,5 varv.
Glöm inte att låsa med låsmuttern !
Medbringartappen

Tidigare under avsnittet om kylvattenpumpen nämndes att ett kugghjulspar saknades. Orsaken till detta (nu spekulerar jag)kanske är att det har kommit in något i kylvattenpumpen som låst kugghjulet och därmed skadat pumpen och medbringartappen på oljepumpen. Som synes på bilden har det varit stora krafter där tappen dels vridit sig samt att medbringarstiftet slitit spår i tappen.
Medbringarstiftet

I kopplingsrullen mellan oljepump o vattenpump finns fyra borrade hål där ett stift kan skjutas in och som hindrar medbringaren att snurra fritt i rullen och därigenom vrider runt kylvattenpumpen. Stiftet skall även fungera som brytpinne vilket skall förhindra precis det som skett. Stiftet har någon gång bytts ut och med ett för hårt material. mjukare material får användas.
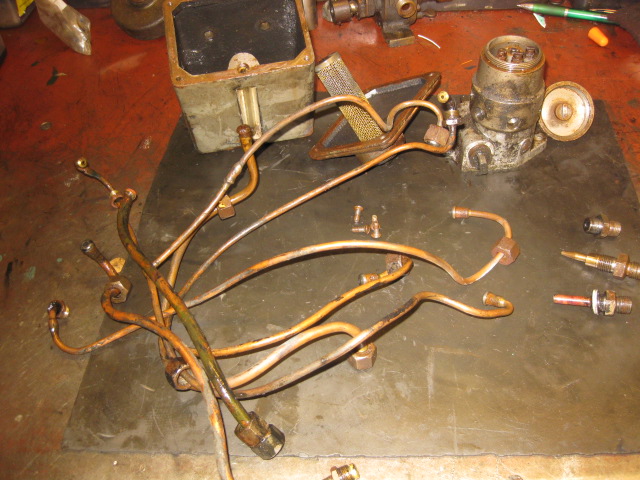
Rördragning
Befintliga rör var i sådant skick att jag bestämde mig för att tillverka nya. Det kanske inte låter så mäktigt men det är faktiskt många rör och trixiga att tillverka med nya ändstycken etc. Oljerören tillverkades av 3/16 kopparör medan kylvattenrören gjordes av 15 mm glödgade kopparör. Bränsleröret från pump till spridaren tillverkades av 6 mm rostfritt instrumentrör ( tjockväggigt). Men nu är det klart och passade samtidigt på att skruva fast ljuddämparen. Avgasröret har tidigare gått ut på sidan men skall nu ändras till att gå ut på ovansidan. Detta är lätt gjort eftersom luckan på ovansidan passar även på sidan så det är bara att byta plats.
Starthandtaget

Någon kanske tycker att ett starthandtag inte är mycket att skriva om, men det är en mycket viktig del, speciellt avseende säkerheteten. På dessa gamla motorer har returfjädern i starthandtaget oftast rostat sönder eller förlorat sin spänst i sådan grad att handtaget inte går tillbaka in i svänghjulet när motorn startar. Detta är mycket farligt och om någon skulle fastna är det troligt att skadorna på den personen blir mycket allvarliga. Många starthandtag är nitade ihop och kan enbart demonteras genom att slipa av ett av ändstoppen, Sefflemotorer av senare modell har ett löst ändstopp som låses med en 1/4" skruv (se bild ovan). Problemet är att skruvarna nästan undantagslöst har rostat fast och inte går att få loss varför det även här erfordras att ändstoppet slipas ner. (på ovanstående bild är ändstoppet nedslipat)
Nytillverkning

Bilden visar den befintliga avrostade fjädern, gamla handtaget samt de nytillverkade delarna.
Att åtgärda handtaget kan göras på flera sätt men eftersom jag har både svarv o material så blev det enklast att göra ett nytt handtag och ändstopp. Ett alternativ hade varit att svarva ner ändan och tillverka ett nytt ändstoppring som svetsades fast när handtaget var monterat i svänghjulet. Nästa problem är att få tag på en passande fjäder, jag har gått igenom varenda fjäderfirma som jag hittat på nätet efter en passande fjäder, utan framgång och fick därför tillverka en ny. Det är i grunden en enkel operation om man bara får till rätt dimension på dornen som fjädern skall spinnas upp på. (fjädern ökar betydligt i diameter när man släpper den fri efter spinningen). I det här fallet skulle fjädern ha en ytterdiameter av 24 mm , trådtjocklek 1,5mm pianotråd samt 8mm stigning, längd 100mm. Samtliga av dessa parametrar (förutom längden) har betydelse för dornens diameter och här blev den 15mm. Nu är det bara att montera in i svänghjulet och har ett handtag som garanterat går tillbaka efter start.
Svänghjulet

Vid monteringen (och givetvis också vid demonteringen) av svänghjulet måste man palla under hjulet på ett sådant sätt att kraften från släggslagen hamnar i svänghjulet och inte på vevaxeln (för att förhindra att vevaxeln blir krokig). Här har jag använt träkilar som hålles fast med en skruvtving.
Inställning av regulatorn
Bränsleinsprutningen i brännkammaren skall ske innan kolven nått ÖD. Denna punkt kan antingen mätas i grader före kolven når ÖD eller antal mm tills kolven når ÖD. Denna "vinkel" varierar mellan olika motorfabrikat men "alla" har på något sätt förenklat inställningen genom att sätta ut märkningar på svänghjul, vevaxlar etc. Seffle har gjort tydliga markeringar och beskrivningar hur regulatorn skall ställas in (grundinställning) Här kommer jag att visa i bild hur inställningen skall gå till.
Inställning av svänghjulet
Det första man gör är att ställa in svänghjulet genom att vrida svänghjulet i rotationsriktningen tills de två borrade markeringarna på svänghjulets mantel står rakt framför en borrad markering på cylinderns framkant
Inställning av regulatorhuset
Nästa inställning är att ställa regulatorhuset (löst) så att märkena på huset och stativet står mitt för varandra.
Inställning av regulatoraxeln
Det sista man gör är att lyfta upp regulatorhuset rakt upp en aning så att regulatoraxeln kan vridas och ställas så att märket på regulatorvikten och märket på regulatorhuset står mitt för varandra. När regulatorn är korrekt inställd skall alltså svänghjulsmärkena stå mitt för märket på cylindern, märket på regulatorfoten skall stå mitt för märket på regulatorstativet samt sist, märket på regulatorvikten skall stå mitt för märket på regulatorhusets kant. Nu är grundinställningen gjord och motorn kommer att starta och gå acceptabelt. Men för att få maximal inställning skall motorn belastas (vid installation i båt är det bara att gasa), regulatorns fästmuttrar lossas en aning så att regulatorn kan vridas (observera att den enbart får lossas så att regulatorn nätt och jämt kan vridas). Genom att vrida lite fram och tillbaka kommer man att hitta ett läge där motorn går jämt och med kraft.
Kontroll av spridaren

Även spridaren behöver kontrolleras för den monteras på plats. Enklast är att koppla upp den utanför motorn och handpumpa fram bränslet, detta förfaringsätt kanske inte blir helt rättvisande för man får inte samma "klipp" som under drift men det blir ändå en hyfsad bild av tillståndet. Vid stängd spridare skall det komma fram en konisk dimma ur munstycket och när man öppnar den något skall det bli en rak stråle. Åtgärder för att korrigera dålig spridarbild är begränsad och vad man kan göra är att: Rengöra, byt munstycke, byt spridarnål eller gör alltihop.
Backslaget

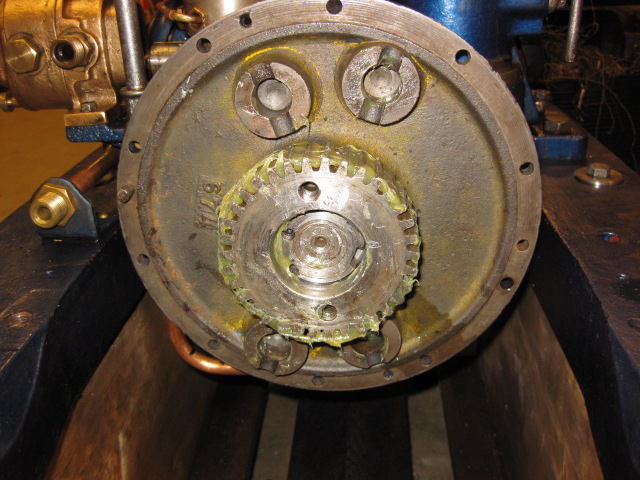
Backslaget består av en enkel planetväxel samt en friktionskoppling inbyggda i en lamell/kugghjulstrumma. Bilden visar planetväxeln där jag märkt upp kugghjulen före de tas ut för rengöring. Orsaken är att jag vill att hjulen skall komma på samma plats vid montaget ( det har ingen betydelse för funktionen hur de sitter men bra att de hamnar så som de slitits in tidigare)
Rengjorda kugghjul

Det är inte ofta man ser så fina kugghjul i de gamla backslagen
Ytbehandling

Även backslaget behöver målas! På bilden syns även friktionskopplingen (friktionslamellerna ligger innanför tillkopplingsarmarna)
Monteringen
Det första som skall på plats är främre backslagsgavel och centrumkugghjulet. kugghjulet sitter på kona med kil. Kugghjulet låses fast med en kontramutter som även är försedd med en liten låsskruv för att förhindra att kontramuttern lossnar (hängsle o livrem) Kritstrecket som jag gjort är för att kunna se när var kontramuttern suttit tidigare (mitt för kritstrecket syns en borrad anvisning för låsskruven)
Kontramuttern

På bilden syns låsskruven i kontramuttern. Det erfordras ett speciellt verktyg för att kunna dra fast muttern, men i brist på sådant fick jag tillverka ett.
Drevet på plats
Här är drevet på plats med mutter och låsskruv åtdragna. Man skall inte snåla med fett och efter montaget fyller jag på med ca 1/2 liter olja (nivån behöver endast gå strax över underkanten på det lägsta kugghjulet )
Nya skruv

Motorer som köpes helt eller delvis isärplockade saknar "alltid" något, för det mesta skruv som får nytillverkas. Som här 1/2" W med lite högre skalle än standard.
Motorn klar
Så blev även denna motor klar till slut!

Provkörningen gick bra, trots nya kolvringar är den lättstartat och fungerar som den skall, (när man monterat nya kolvringar kan motorerna ibland vara svårstartade innan kolvringarna slitit in sig, men här tätade de bra).
Nu kommer våren och då lägger jag "tändkuleriet" på is ett tag men återkommer med nya motorer vad det lider.
- Uppgifter
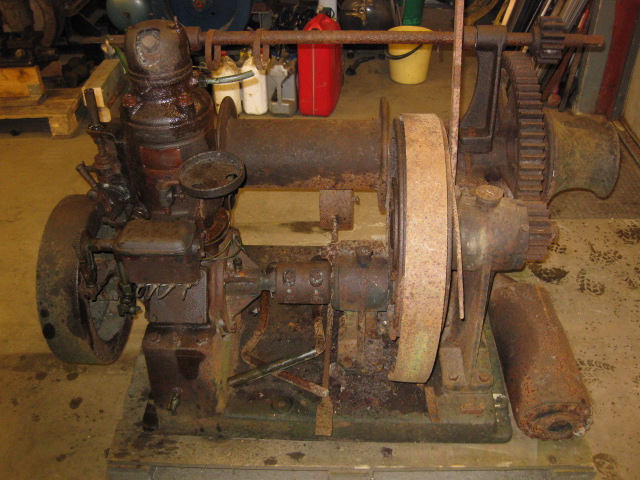
Seffle motorwinch 4 Hk
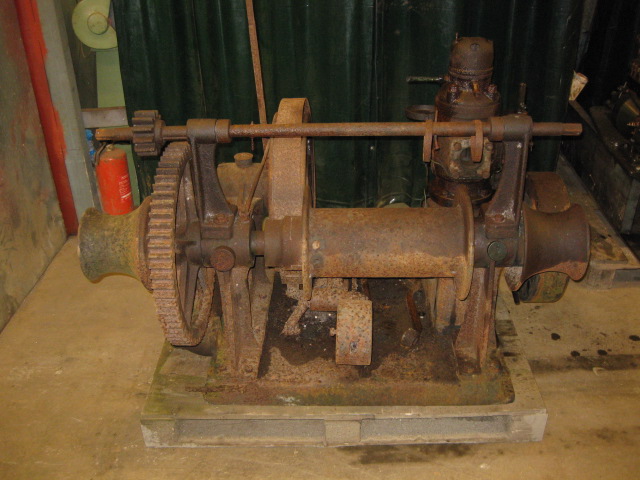
Seffle 4 hk motorwinch
Tillverkare: Seffle Motorverkstad Seffle
Tillverkningsår: 1924
Tillverkningsnummer: 1214
Effekt: 4 Hk
Varvtal: 600
Varvtalsreglering: Pendelregulator (frislag)
Startmetod: Tändkula, Handstart
Den här "fina" winchen kommer att bli en ordentlig utmaning då den har rostat ordentligt. Själva winchen har klarat sig väl medan motorn kommer att behöva mycket omsorg o delar. fn. håller jag på med en annan motor så winchen får ställas undan i väntan på sin tur, (men det skall bli skoj att ställa den i ordning eftersom Sefflewinchar inte uppträder så ofta, jag har aldrig sett någon överhuvud taget)
Nu har jag tagit mig i kragen och skall undersöka motorns status ordentligt för att se om den kan renoveras eller förpassas till reservdelslagret (om det finns något som går att använda)
Topplocket

Jag har varit "lite" tveksam till skicket på motorn och tvekan blev inte mindre när jag till slut fick loss topplocket. Som synes har jag fåt värma det ordentligt innan det kom loss.
Topplockets anliggningsyta

Ingen vacker syn , men om man svarvar av några mm kanske det kommer fram en ren yta.
Cylindern

Utöver vad som synes på bilden är cylindern rostsprängd på flera ställen. Sprickor går även in i en av oljekanalerna så denna får nog betraktas vara utom räddning. kolven sitter fast inuti men den får jag ta itu med senare.
Fästet för bränslepumpen

Det är många konstiga fel som dyker upp. Pumpen var bara tryckt fast på sin plats och lossnade så fort jag tog i den. Som synes är brottytan många år
Pumpfästet

Här visas stumpen som är kvar av pumpfästet
Frislagsregulatorn

Den har nog legat i saltvatten ett bra tag. Mässingdelarna till vattenpumpen ser dock ut att kunna återanvändas. åtminstone av utsidan att döma.
Räddningsförsök av kolven

Kolven sitter mycket hårt fast och här försöker jag ett gammalt knep där man fyller den övre delen av cylindern (från kolvtoppen och upp) med diesel som sedan tändes på. Teorin bakom detta är att dieseln håller kolven kyld medan elden värmer cylinder så att den skall utvidga sig.
Försök att pressa ur kolven ur cylindern

Det här ser lite konstigt ut med en sådan klen press-stång, men det ligger en platta under. Detta var det första försöket som misslyckades. Efter detta har jag gjort flera försök, då med ett rör som press-stång. Röret svarvades till några tiondelar mindre än cylinderdiametern och som "jackades" ur för kolvkammen så att den kunde användas att pressa både uppifrån och underifrån. Inget av försöken har lyckats även om jag använde en hydraulkolv på 30 T. För att rädda kolven återstår nog bara att klyva cylindern med en slipmaskin.
Demontering av vevhusgavlar

För att få bort den främre vevhusgaveln måste excentern först demonteras från vevaxeln. Som allt annat satt den ordentligt fast och en speciellt verktyg fick tillverkas för att inte excentern skulle skadas. Domkraften är en 30T Simson.
Avdragarverktyg

En uppskuren fläns användes som avdragarfäste för att inte belasta excenterns ömtåliga sidokanter.
Excentern

Nu är den loss och hel!
Vevaxeln sitter fast i vevhusgaveln

Det är ingen ända på märkliga problem. Här sitter vevaxeln så fast i vevhusgaveln att jag fick både värma med gasol och fullt tryck i pressen innan den lossnade. Normalt glider vevhusgavlarna av vevaxel av sig själva.
Vevaxeln

Jag hade demonterat svänghjulet tidigare och även då kom överraskningar. I detta fall har någon lagt en svets (dålig sådan) runt kilspåret. Om man tittar noggrant på bilden ser ni märket från kilen som är väl ca hälften så bred som kilspåret. Slipmärkena som syns på svetsen har jag gjort för att senare kunna få loss excentern (beskrivits ovan) Svetsen var alltså högre än konan???.
Kontroll av Vevaxeln
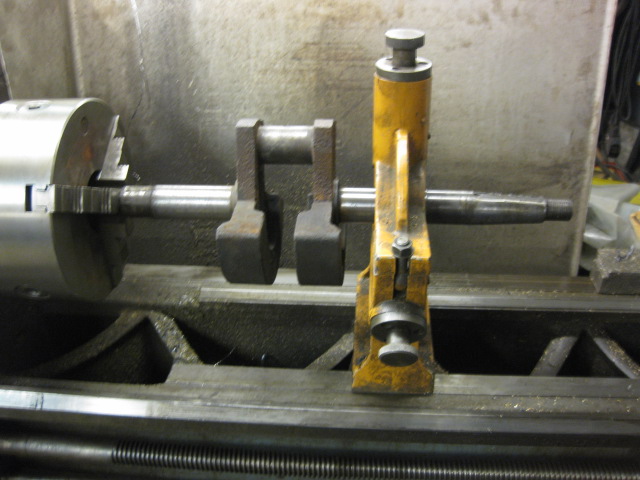
När man svetsar på en yta som i detta fall är det sannolikt att axeln kröker sig av värmen varför jag gjorde en koll i svarven.
Och som väntat var den krokig och monterade upp axel i vevhuset med vevhusgavlarna samt trädde på svänghjulet. Det wobblade 4mm!!!. Att försöka återställa denna är väl inte omöjligt men inte värt varken pris eller möda.
Här slutar arbetet med motorn som kommer att förpassas till dels reservdelslagret och dels skroten. Förhoppningsvis kommer jag över delar eller en annan motor så att jag kan rädda winchen (som i övrigt är i hyfsat skick). Om det är någon av läsarna som har eller känner någon som har delar eller motor så är jag väldigt intresserad av tips.
- Uppgifter

Typ Seffle 14
Tillverkare: AB Seffle Motorverkstad, Seffle
Tillverkningsnummer: Okänt
Tillverkningsår: 30 Tal ?
Effekt: 7 HK
Varvtal: 650
Varvtalsreglering: Pendelregulator
Startsystem: Tändkula, handstart
Drift: Okänt
Målet för denna motor är att återställa den i originalskick, målas i samma gröna kulör som den stationära Seffle 15C 7 hk jag tidigare renoverat, för att därefter kunna visa båda motorerna sida vid sida där man kan studera skillnad/likhet mellan en stationär- och en marinmotor av samma typ och storlek.
Motorn är i stort sett komplett men har en hel del "skavanker" som måste åtgärdas om den skall bli fungerande och i originalskick. Det mest besvärande är cylindern som dels har mycket rostanfrätta kylkanaler, dels har den borrats upp någon gång till ÖD 5 1/16" (128,58 mm). Tyvärr är cylindern så sliten att kolvspelat är ca 1mm! Kolven däremot, är bara sliten några hundradelar! Utöver detta har man installerat kolvringar med standard mått (127mm) vilket medför att kolvringsgapet är över 6mm!. Jag har en annan 7 hk stående, som har en standard cylinder med i stort sett rostfria kylkanaler. Även om det "bär emot" kommer jag att använda den som reservdelsmotor. Men även denna cylinder är så hårt sliten i cylinderloppet att den behöver borras för att få till en fungerande motor. Vad som kommer att ske är att den "nya" cylindern kommer att borras upp till ÖD 5 1/16" för att passa kolven och därigenom få korrekt kolvspel.
Cylindern

Som synes är kylkanalerna hårt rostangripna. Det finns dock tillräckligt med anliggningsytor kvar för att topplockspackningen skall kunna täta både mot kompressionen som mot kylkanalerna. Men det invändiga slitaget gör att den knappast kan användas och förpassas därför in i förrådet.
Kolven

Till skillnad mot cylinder är kolven i utmärkt skick. Kolven är en överdimensionskolv (ÖD) med diametern 5 1/16" (128,58mm ), Standard diametern är 5" (127mm)
Kolvringar

De kolvringar som var monterade var standardringar (diameter 127mm) vilket passar dåligt i en cylinder med måttet 128,58. Kolvringsgapet är ca 6,5mm!
Demontering av svänghjul

Jag har tidigare tjatat om vikten av att palla under svänghjulet innan man börjar att lossa svänghjulsmuttern. orsaken är att muttern brukar vara hårt dragen och att det behövs minst en handslägga för att den skall lossna. Om inte svänghjulet pallats under kommer all kraft från släggslaget att hamna i vevaxeln som i värsta fall kröker sig. Svänghjulsmuttern på Seffle motorer (åtminstone dom jag träffat på ) är vänstergängad.

Det behövs kraftiga grejor för att få loss svänghjulet från vevaxeln. Oket består är två förstärkta U-100, dragstängerna är 5/8" samt domkraften är på 30T. Normalt brukar svänghjulen sitta så hårt fast att man måste värma hjulet innan det lossnar. Vid värmning är det viktigt att värmningen först anbringas på svänghjulets ytterbana till ca 70-100 grader. när tempen uppnåtts skall man börja värma inåt navet varefter det brukar lossa med en smäll. Värmningen skall ske så att man får en jämn fördelning av värmen över ytorna (ingen punktvärmning) Domkraften skall vara uppspänd under hela förloppet. I det här fallet lossnade hjulet utan värmning!
Demontering forts....

En stor del av demonteringsarbetet består av att lossa delar från axlar och konor som sitter hårt fast och fordrar speciella avdragare. Här lossas kopplingstrumman från vevaxeln. Den sitter på en cylindrisk del med kil och en låsskruv och borde vara enkel att få loss. Men fin passning mellan axel och hål samt att den suttit på plats i många år gör att den sitter ordentligt fast. Den är av gjutjärn så man måste vara försiktig och till varje pris undvika att försöka slå loss den, resultatet brukar bli en trasig del eller krokig vevaxel. I stället monterades en tjock plåt med ett utskuret hål i som kunde träs över axeln och passa precis bakom trummans ända , två dragstänger och en 30 T domkraft( onödigt stor) medförde att den lossnade utan problem.
Regulator och vattenpump

Frislagsregulatorn och vattenpumpen har demonterats i ett tidigare skede (i samband med demont. av cylindern) . En funktionsbeskrivning kommer senare i samband med renoveringen.
Demontering av excenterskivan

Excenterskivan sitter monterad på vevaxeln och är låst i position genom två skruvar. Genom att vrida excenterskivan kan man förändra tidpunkten när bränsleinsprutningen påbörjas (grader före ÖD). Fabriksinställningen brukar framgå av märken dels på excenterskivan och dels på vevaxeln. Det är bra att ha kontroll på hur dessa märken korresponderar då man kan förutsätta att motorn har fungerat med denna inställning. I många motorer har delar bytts ut och excenterskivans inställning och märkning kan variera en hel del så håll koll!!. Inställningen av insprutningstiden brukar utföras genom att mäta hur många mm före ÖD som insprutningen skall starta. Men mer om detta senare.
Vevlagrets Smörjoljenippel

Nu är det dags att demontera vevhusgavlarna från vevhuset för att få ur vevaxeln. Innan dess måste nippeln för vevlagersmörjningen demonteras (den långa nippeln på bilden). Nippeln sitter monterad i ena gaveln och går in i smörjoljeringen. Smörjoljeringen kan vara utförd i mässing eller gjutjärn och i båda fallen tunna och ömtåliga. Om inte smörjoljenippeln först demonterats är det stor risk att den hakar tag i smörjoljeringen vid demonteringen av gaveln och i värsta fall fördärvar ringen. En smörjoljering är nästan omöjlig att få tag på och inte enkla att tillverka heller så var försiktiga.
Vevhustätningen och smörjoljeringen

Här är vevhusgaveln borta och man kan se (även om det är en dålig bild) tätningsringen som tätar vevhuset från utsidan (ringen är fjäderbelastad så att den alltid trycker mot vevhusgaveln). Man kan även se smörjoljeringen som i detta fall är utförd i mässing.
Motorn isärplockad
Nu är motorn isärplockad i sina större beståndsdelar och arbetet med rengöring och detalj/funktionskontroll av alla detaljer kan påbörjas och det egentliga renoveringsarbetet startar..
Sprucken oljeanslutning

När rengöringen av de olika delarna börjar, kommer även överraskningarna fram! Det skall egentligen inte kallas för överraskningar för det vore konstigt om inte en motor hade varit ute för ett och annat missöde under ett 80-årigt liv! Här har en av vevhusgavlarna en sprucken "vårta" för oljeanslutningen. Först trodde jag att den bara var lagad med plastic padding, men det visade sig vid närmare koll att man satt på en mässingring runt anslutningen och sedan fixerat den med plastic padding.
Plastic padding

Plasic padding är som synes inget bra medel för att täta delar med. I det här fallet så har plastic paddingens funktion bara varit att hålla mässingringen på plats vilket väl fungerat?
Sprickan

Som synes är det en ordentlig spricka där en stor bit troligen skulle lossna om man inte ordnar en förstärkning runt om. Det hade varit ganska lätt att slaglöda skadan men det ligger ett babbitslager på insidan som kan ta skada av värmen så det blir nog en påkrympt ring av stål i stället.
Ny förstärkningsring
Ringen blev inte i stål som jag först tänkte, utan det blev mässing i stället (lättare att bearbeta). Ringen krymptes fast med två tiondelar krympmån. Tätningsytan för nippeln måste vara plan och vinkelrät mot borrningen (lite besvärligt att rikta upp) och måste därför planfräsas efter den monterats. Här är anliggningsytan planfräst och klar. För att säkerställa att ringen sitter fast kommer jag att tillverka en kopparbricka som täcker en del av ringen och som låser den på plats när smörjnippeln monterats.

Bottenramen

Bottenramen såg ju ganska bra ut (trots rostskador på ena sidan) men sen upptäcktes att tvärstaget på ramens undersidan (framkant) hade kapats bort? Varför?. Detta är nog inget större problem då motorn skruvas fast med fyra skruv samt stypinnar i ramen. Som jämförelse har Skandia 13 och Drott 10 Hk separata bottenlister på var sida motorn.
Hela bottenramar

Så här skall det se ut!
Topplocket
Topplocket är i bra skick med fina kylkanaler. Även om anliggningsytan ser ok ut är det alltid bra att göra en kontroll av planheten genom att sätta upp den i svarven och ta ett lite skär på en tiondel för att vara säker på att topplockspackningen kommer att täta ordentligt. I det här fallet så såg ytan bättre ut än den var , jag fick "ta av" 0,4mm innan den blev helt plan! Även cylindern hade planats med 0,6mm vid ursvarvningen och topplockspackningens tjocklek får därför ökas med en mm för att kompensera.
Uppspänningen i Svarven

Pinnskruvarna som håller tändkulan satt så hårt fast i topplocket att jag ansåg att det var bättre att låta dem sitta kvar eftersom risken var att skruvarna skulle gå av eller ännu värre att det blev sprickor i locket om jag försökt lossa dom med våld. Detta medförde dock problem vid uppspänningen i svarven, men en gammal innerring från ett rullager fungerade perfekt som mellanbit över bultarna och med hjälp av dubbdockan kunde topplocket pressas fast mot chucken och planingen kunde utföras utan vidare problem..
Målning

Och så var det dags för målning! Färgen och kulören blir samma som för den staionära 7 hk 15C motorn eftersom tanken är att de skall visas samtidigt. (En stationär och en marinmotor av samma typ och storlek). Färgen är Bengalack och nyansen är 8010-G90Y (Olivgrön). Behandlingen är först blästring därefter ett lager utspädd färg med 15% lacknafta samt därefter tre lager outspädd.
Vevhuspackningar

Under tiden som färgen torkar är det bra att tillverka packningar. Börjar med vevhusgavlarnas packningar. De utföres i oljebeständigt packningsmaterial av typ Svedolit, 0,25mm tjock. Det går enklast att "knacka" ut denna typ av packning. Använd en kullagerkula till hålen och en smal hammare för resten. Det är en bra ide att sätta i skruvarna i de första hålen man knackar ut för att packningen skall hålla sig på plats under hanteringen.
Vevhuset klart för vevaxelmontering

Här har främre vevhusgaveln monterats och är nu klar för vevaxelmontaget.
Vevhustätningar

Före vevaxeln kan träs in i vevhuset måste vevhustätningen monteras på axeln. Tätningen består av en fjäderbelastad bricka som trycker mot insidan av vevhusgaveln och därmed tätar vevhuset mot utsidan. Bilden visar fjädrarna som skall trycka på tätningsringen. Problemet detta montage är att det finns ett medbringarstift inuti en av fjädrarna (skymtar i den övre fjädern på bilden). Medbringarstiftet skall äntra i ett hål i tätningsringen och måste sitta på plats under hela tiden tills man fått in vevaxeln på plats i vevhuset. Detta låter ju lätt men brickan trycks ut hela tiden av fjädrarna så det gäller att få något som orkar hålla den på plats under tiden. Lösningen blev tjockt fett som kletades på insidan av ringen som då "klibbade" fast på sin plats under montaget. (man kan inte kontrollera om den har hamnat rätt efter montaget annat än att kontrollera att det finns ett axialspel mellan axel o vevhus).
Vevaxel på plats

Cylinder

Cylindern är rengjord och grundmålad samt färdig för ursvarvning ("Borrning") till ÖD 5 1/6" (128,58 mm)
Färdigsvarvad cylinder

Cylinderloppet svarvades inte till färdigt mått utan lämnade 5/100 delar för efterföljande honing
Honing

De sista 100:a delarna honades till färdigt mått (kolvspel ca 0,09mm)
Cylinder o regulator på plats

Det här gick ju lite snabbt, men orkar inte upprepa allt jag skrivit om regulatordelarna och dess funktion igen. Och för dem som är intresserade finns det en utförlig beskrivning på sidan "Seffle 15C 7 Hk. Som jag tidigare skrivit är denna cylinder en ÖD och behöver därför nya kolvringar. Tyvärr är det besvärligt att få tag i kolvringar över huvud taget och ÖD i synnerhet varför jag avsåg att tillverka själv. Även material är besvärligt att få tag på, (om man inte vill köpa dyrt från en materialleverantör) lämpligt material är gjutjärn GG25 . En god vän till mig hade börjat gjuta smådelar till sig själv som hobby och gjöt upp ett ämne till mig. Detta svarvades till lämpligt mått (med svarvmån för slutlig justering efter värmebehandlingen) och lades därefter in i en ugn för värmebehandling (för att erhålla ring gapet). Jag hade under svarvningen lagt märke till att materialet var ovanligt hårt och gjorde därför en hårdhetstest som visade att det var alldeles för hårt och beslöt därför att skrota ringarna samt försöka få tag på annat material. Detta är så långt jag kommit med denna motor men "lägger den på is" ett tag för det är en annan motor som jag måste ta itu med. Håll koll på sidan så kommer den att dyka upp så småningom.
Nu är det dags att starta upp verksamheten efter sommarens husbilsresor etc. Börjar där jag slutade med att tillverka nya kolvringar. Hur tillverkningen går till har jag beskrivit tidigare under rubriken "övrigt, Kolvringstillverkning" och kommer därför inte att gå närmare in på detta.
Tillverkade kolvringar

Planslipning

I brist på en planslipningsmaskin får man ta till andra metoder. Här har jag tejpat fast ett våtslippapper på en spegel, tillverkat en hållare, och sedan är det bara att slipa sidorna tills de blir släta. Slipa med en rörelse som utgör en åtta samt byt tag då och då för bästa resultat.
Hållaren med en ring på undersidan (syns ej på bilden)
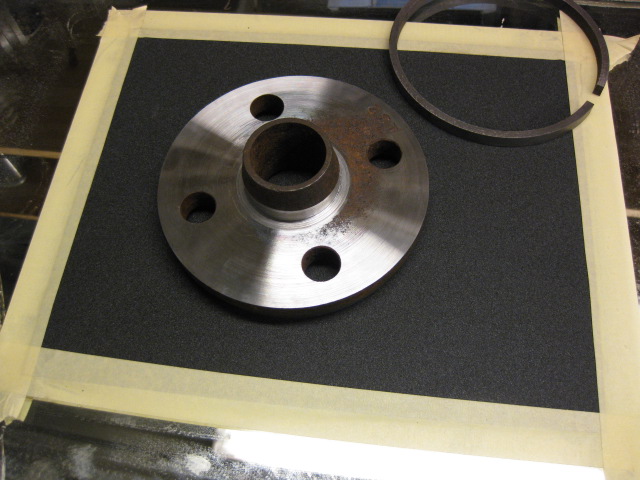
Planslipa ändar

För att få ändarna planslipade och räta mot varandra använder jag den här lilla "maskinen"
Filning av "knasterurtag"
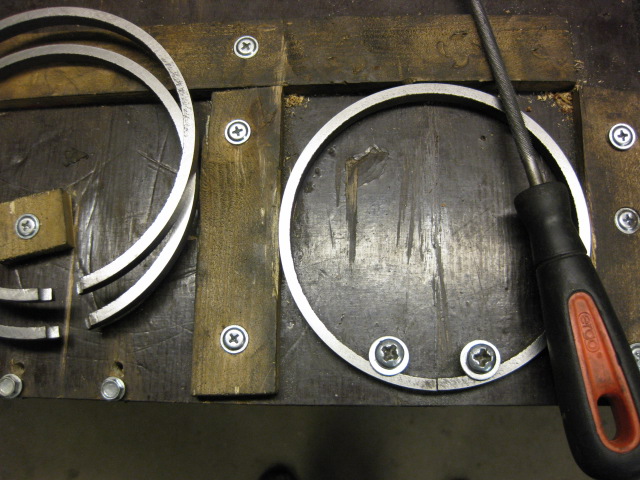
Eftersom kolven är försedd med knaster i kolvringspåren måste urtag för dessa filas ur kolvringarna. Har tidigare fräst ur spåren men här förenklat genom att fila (resultatet kanske inte ser lika proffsigt ut men fungerar lika bra) Var observant på att spelet mellan knaster o kolvring måste vara lika stort som kolvringspelet ( i detta fall 0,7mm)
Justering/Skavning av vevlager

Innan man börjar skava in lagret bör anliggningsytorna justeras då de i allmänhet brukar vara ganska illa behandlade. Detta går utmärkt att utföra med en plan och rak fil. Kontrollen av anliggningen mellan halvorna utföres med märkfärg.
Skavning av lager

Detta moment har jag också beskrivit många gånger , så jag visar bara resultatet. Någon kanske tycker att det är för dåligt skavt, men de områden som inte har anliggning (ingen märkfärg) kanske bara är någon 100 del från full märkning. Det skall inte vara någon anliggning upp efter sidorna mot oljebrunnarna.
Montering av kolv i cylindern

Jag använder en slangklämma för att pressa ihop kolvringarna när kolven skall in i cylindern. Detta fungerar bättre än de speciella kolvringskompressorer som finns i handeln (tycker jag). Glöm inte att montera "slicken"
Mellanlägg mellan vevlagerhalvorna.

Den tidigare ägaren (eller den som satt ihop motorn) hade troligen bara en tjocklek på shimsen , och det blev många för att få ihop två mm. Dessa ersattes med två st. på 2mm!
Kolven på plats

Kolven monterad med inskavt vevlager (spel ca 0,1mm) . Jag skriver ca spel eftersom den undre lagerhalvan också är belagd med babbits och kan därför inte använd metoden med att mäta spelet med blytråd i lagerhalva. Mätningen fick därför utföras med att lägga in 0,05 mm tjocka pappersremsor i lagret, dra fast vevstaksbultarna och lägg in papper tills axeln inte går att dra runt. Detta är inte "rocket sience" men spelet hamnar ganska rätt.
Nu börjar det närma sig

Topplocket och tändkulan monterad med nya packningar
Oljepumpen (smörjoljeapparaten)
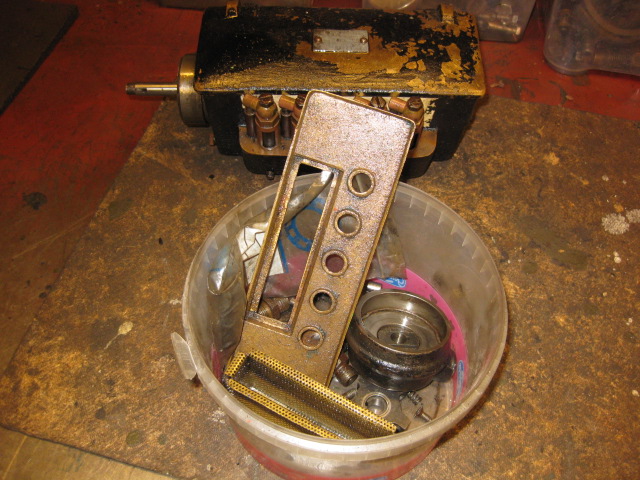
Den tillhörande Smörjoljeapparaten kom i delar, vilket besparade mig arbetet med att plocka isär den. Det blev ett ganska besvärligt arbete att "få till" den innan jag fann ut att en av styrstiften för en av pumparna hade böjts vilket medförde att pumpen gick trögt på vissa ställen. Men nu är det fixat och klart. Att få en oljepump i delar är en thriller eftersom det är många små delar där alla måste finnas och troligtvis är svåra att få tag på, men här var min oro obefogad.
Smörjoljeapparaten monterad

Apparaten drives från en excenter på vevaxeln via en stötstång. Stötstången är fäst på apparaten till ett spärrhjul som endast låter pumpen vridas åt ett håll (spärrar mot det andra hållet)
Smörjoljerör
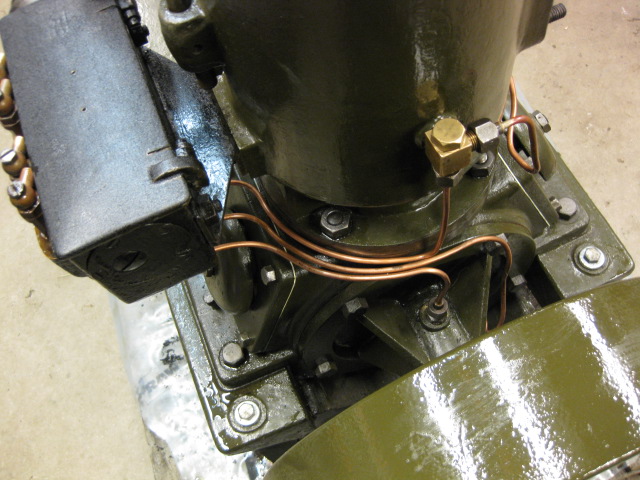
Smörjoljerören är tillverkade av 3/16" kopparrör och förser cylinder, kolvbult, vevlager samt de båda ramlagren med olja.
På bilden syns den fördelningsventil som fördelar oljan mellan cylindersmörjning och kolvbultsmörjningen. I kolvbulten sitter en fjäderbelastad smörjfångare ( populärt kallad för "slicken) som skrapar av olja från cylinderväggen och för oljan in i kolvbulten och smörjer kolvbultslagret. Vevlagret får sin olja genom att olja droppar in i en smörjoljering (sitter på vevaxeln) . Genom rotationen kommer gravitationskraften att pressa in oljan i vevaxeln och in i vevlagret. Detta finns visat och beskrivet tidigare på en annan motor. Anslutningspunkterna på motorn är nipplar med en backventil inuti (kula o fjäder) vilket förhindrar oljan rinner ur rören när motorn står still ( det tar lång tid att fylla tomma rör med olja eftersom det är inte många droppar som kommer från smörjoljeapparaten. (kommer att redovisas senare)
Smörjoljerör forts...
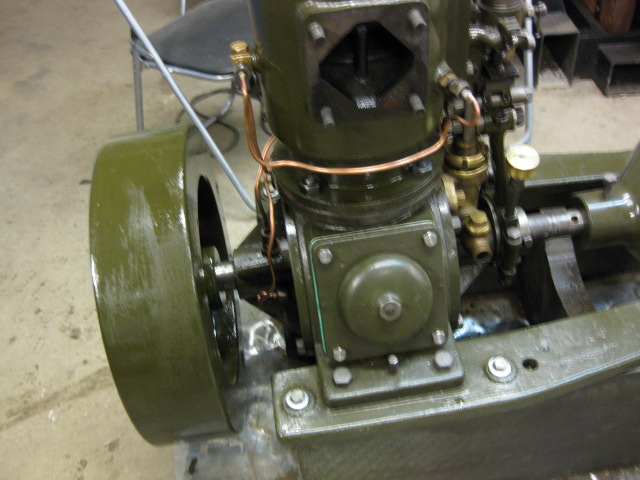
Här syns röret från fördelningsventilen fram till anslutningen för cylindersmörjningen.
Ljuddämparen

Ljuddämparen var halvfull av olja och sot som övergått till något asfaltliknande smörja. Jag hade läst någonstans att man "förr i tiden" eldade ut oljan när dämparen hade blivit för tät. Jag hällde i lite lacknafta och tände på med en fantastisk rökutveckling som följd. Fick snabbt fram tryckluft för att öka syretillförseln tills elden fick tillräcklig värme för att få skorstenseffekt. Och som synes så brann det fint fram tills dämparen blev ren (fick borsta ut sotet)
Kylvattenledningar
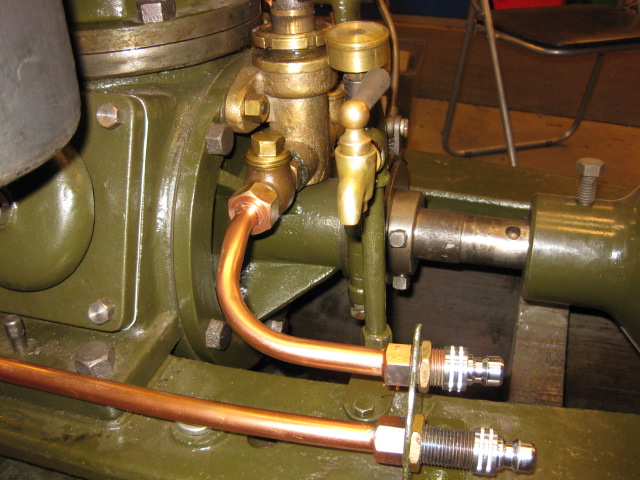
Kylvattenledningarna består av två ledningar, Inlopp resp. utlopp. Inloppsledningen kommer från båtens bottenventil in till kylvattenpumpen. Utloppsledningen kommer från topplockets kylkanaler vidare överbord. Bilden visar inloppsledningens anslutning till kylvattenpumpen samt del av utloppsledningen. De förkromade ändstyckena är snabbkopplingar som jag ansluter till "kylvattentunnan" (graderverket) när jag kör motorerna på land.
Utloppsledningen

Inloppsledningen från kylvattenpumpen till cylindern
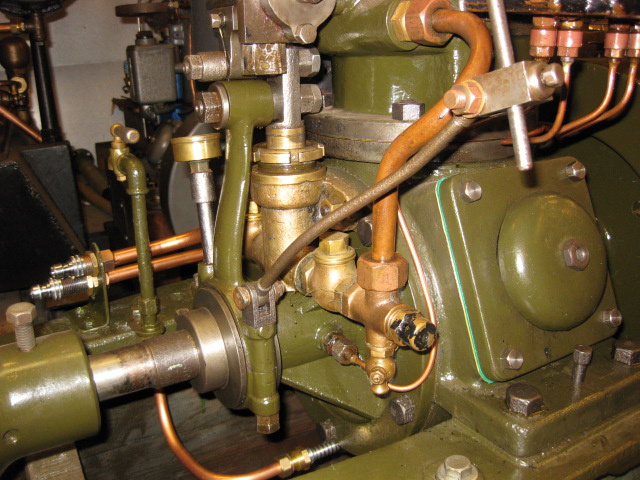
Bilden visar kylvattenpumpen med ansluten ledning mellan pump och cylinder. På bilden syns även säkerhetsventilen (den svartfläckiga ändan som sitter fastskruvad i backventilen (det finns en backventill på vardera sida om pumpen ) Säkerhetsventilens uppgift är att förhindra att det blir för högt tryck i motorns kylkanaler om utloppsledningen skulle blockeras.
Säkerhetsventilen

Säkerhetsventilen består av ett T-stycke med anslutning för utgående rör, dränering samt anslutning för säkerhetsventilen. T-styckets ända mot säkerhetsventilen är tätat med en ändbricka och som är genomborrad med ett 6mm hål. Ovantående ventilkägla pressas med hjälp av fjädern mot det 6-mm hålet och tätar detta tills vattentrycket blir så högt att fjäderkraften inte räcker till att hålla käglan mot ändbrickan och vattnet kan strömma ut varvid trycket sjunker.
Ventilkäglan

Det fanns ingen ventilkägla monterad i ventilen när jag plockade isär den och vet därför inte hur den skall se ut , men förstår funktionen och tillverkade något som jag tror fungerar. Den svarta delen på käglans ända är en gummirondell som är limmad på käglans ända och skall täta mot ventilhuset. Käglan är avfilad på tre sidor för att släppa ut vattnet när den öppnar. (om den fungerar kommer att visa sig direkt vid första start)
Säkerhetsventilen komplett
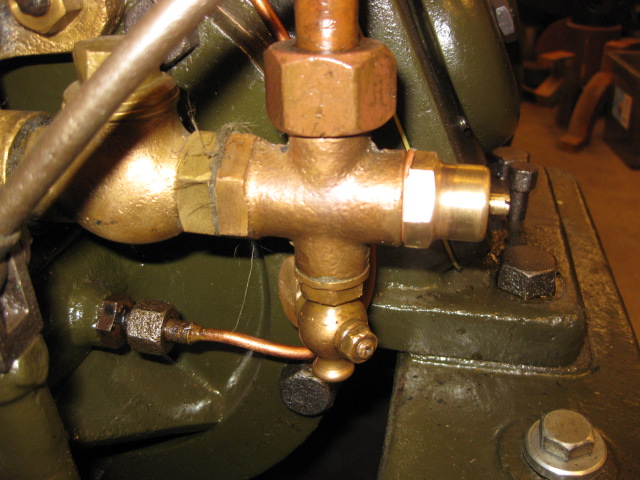
På bilden syns ventilkäglans skaft sticka fram ur säkerhetsventilen.
Bränslepumpen

Pumpen är av typ kolvpump där sugventilen sitter inuti kolven (kula o fjäder) Tryckventilen sitter monterad längst upp på pumpen (till höger på bild) även den är av typ "kula o fjäder". De här gamla pumparna och ventilerna krånglar för det mesta (åtminstone för mig) då de är slitna och tätar dåligt. Ventilerna går att åtgärda men pumparna är mer besvärliga. Kan ibland åtgärdas genom att placera en extra sugventil på inloppsanlutningen.
Spridaren

Spridaren är monterad direkt i topplocket och sprutar in bränslet i brännkammaren. Spridaren består dels av själva spridarkroppen sedan en backventil bestående av en kula och fjäder och vidare munstycket som består dels av spridarhuvudet dels av en virvelbildare (mässingdelen på bilden). Även dessa delar blir slitna med åren och fungerar dåligt- Bränslet skall bilda en konformad dimma när det sprutar ur munstycket. Är det riktigt dåligt så kommer det bara en stråle rakt ut. Det finns ett säte av stål inpressat i spridarkroppen som kan pressas ut och plansvarvas i ändan och återmonteras. Därefter lägger man in kulan och knackar lätt på den så att det blir en liten intryckning i sätet som gör att kulan tätar bättre (lyckas inte alltid) Om munstyckshålet är för slitet måste man byta. Delarna till spridaren är svåra att få tag på och håller därför på med att försöka tillverka själv. detta är inte helt lätt om man inte har små och bra maskiner, hålet i munstycket är endast 0,4mm!!
Första startförsöket
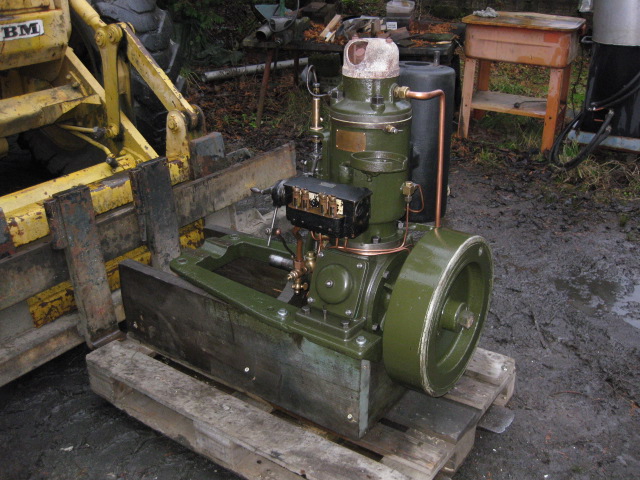
Efter mycket strul med pump o spridare fick jag till slut till det så pass att det var meningsfullt att göra ett startförsök. Det gick över förväntan även om motorn hoppade av pallen (märkena syns på svänghjulet). Det fodras dock mer arbete med bränslesystemet innan den kan gå perfekt. Men det var en bra bit på vägen!
Kopplingen

För att motorn skall bli helt klar återstår bara att montera kopplingen efter lite TLC.
Friktionsbandet

Friktionsbandet som är helt av gjutjärn spänns ut mot friktionskåpan (visas inte på denna bild) med hjälp av en kona som går att skjuta fram och tillbaka på utgående axel. När konan skjuts in mot friktionsbandet får den bandet att expandera och gripa fast i friktionskåpan (gripa fast är nog inte rätt ord men den låser mot kåpan genom friktionen.)
Demontering

Delar blästrade


Kopplingen på plats

Återstår att montera handtaget
Motorn Klar
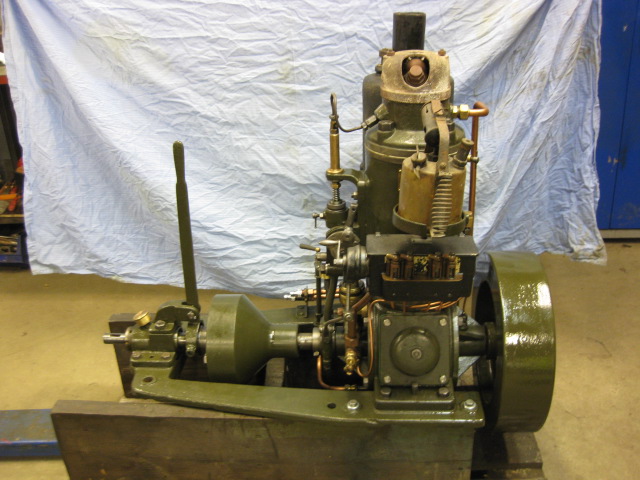
Klar! Renoveringen av denna motor har tagit lång tid då det har varit många överraskningar som tagit tid att åtgärda. Men det är ju hobbyverksamhet, so what!
Bränsletunna

Tidigare har jag gjort speciella tankar till varje motor men skall nu försöka rationalisera en aning och anpassa en gammal fotogendunk till en trycksatt bränsletank. Bilden visar tanken med pumpen och anslutningsnipplar liggande lös bredvid.
Pumpanordningen

Pumpanordningen består av en pumpenhet från en blåslampa , ett nytt tanklock med nippel för bränsleutloppet samt en avluftningsskruv. Från motorns bränslepump dras ett 6mm kopparrör ner till motorbädden där röret avslutas med en snabbkoppling och på slangen från tanken en motsvarande nippel.Tanken kommer att trycksätta så mycket att bränslet trycks upp i höjd med bränslepumpen (och lite till).
Vi får se hur detta kommer att fungera!