
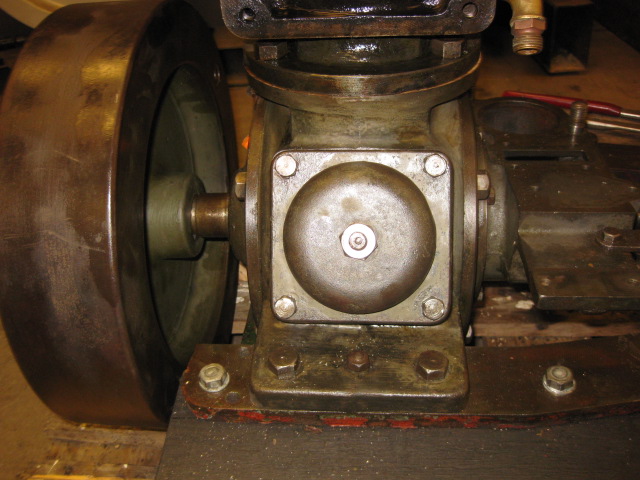
Seffle S14 FV 7/8 Hk (ändras till backslagsmotor S14BF)
Typ: Seffle S14FV 7/8Hk (ändras till backslagsmotor S14BF)
Tillverkare: Seffle motorverkstad AB, Seffle
Tillv. nummer: 7047
Årtal: 1950
Effekt: 7/8 Hk
Varvtal: 800 Hk
Varvtalsreglering: Centrifugalregulator
Startsystem: Tändkula
Framdrift: Vridbar propeller (ändrad till backslag och fast propeller)
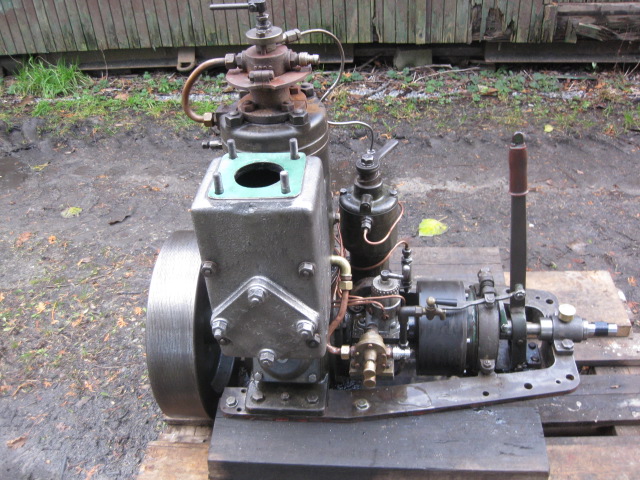
Denna motor har stått oanvänd i 20-30 år och skall nu genomgå en funktionskontroll samt byte av det vridbara propellersystemet till en fast propeller med backslag innan den installeras i en båt.
Motorn "går runt" och har en halvdålig kompression men hade troligen startat om man försökte. Att starta en motor som stått så länge utan att kontrollera de mest vitala funktionerna är en mycket dålig ide. Minimum kontroll bör vara : Oljesystemet, kylvattensystemet, bränslesystemet samt inte minst regulatorn. Detta är vad jag skall göra och som beskrives här nedan.
Jag börjar med att demontera alla oljerör, smörjoljebehållaren, bränslerör o kylvattenrör och regulatorn därefter ljuddämparen där jag kan se om avgaskanalen är igenkoksad och samtidgt kan se en del av kolven o cylindern. Ljuddämparen var förvånansvärt ren, även avgaskanalerna var hyfsade och behöver bara lite rengöring. Däremot syntes stark missfärgning på både kolv och cylinder som måste kontrolleras ( ev kan någon kolvring vara skadad). Även vevhuset är otroligt smutsigt som även det pekar på problem med kolvringar och/eller spridare.
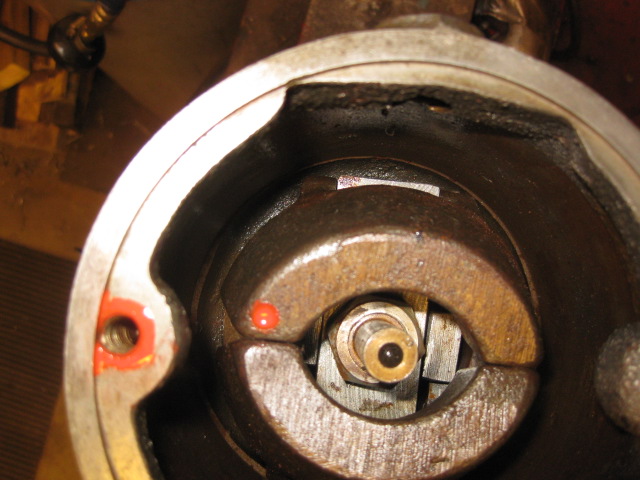
Regulatorn
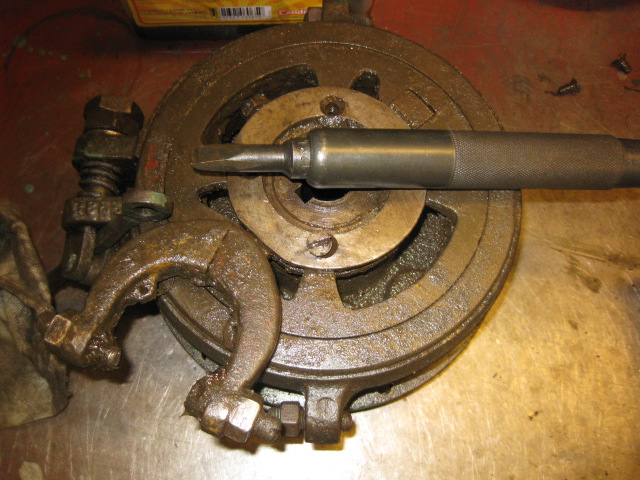
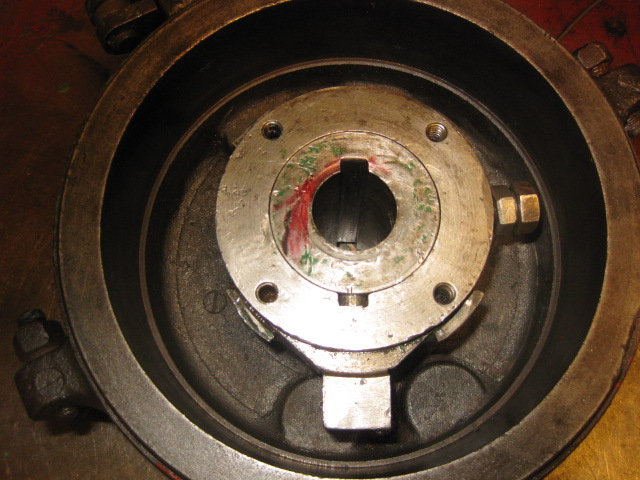
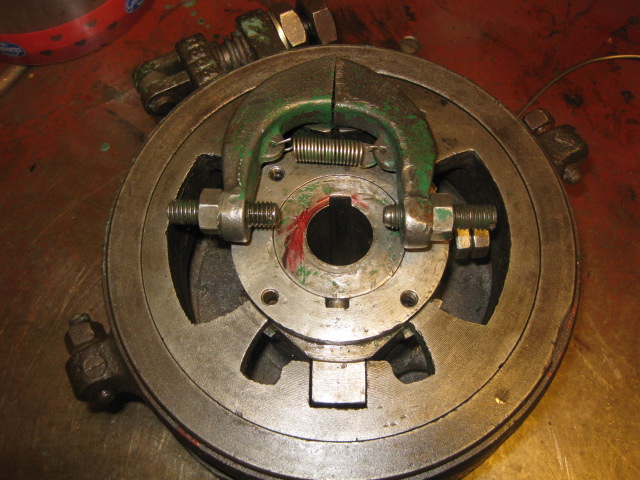
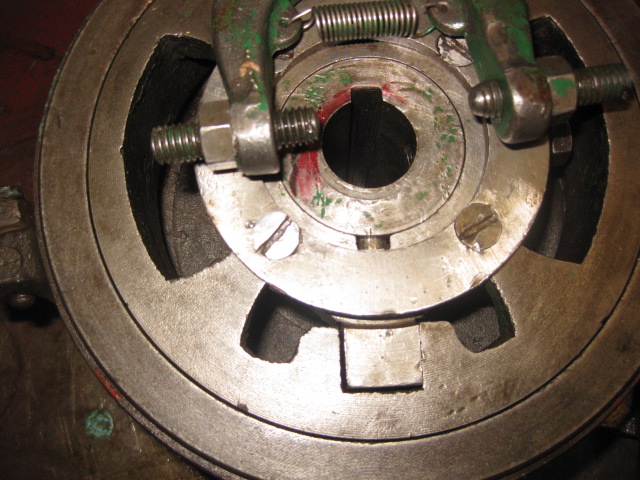
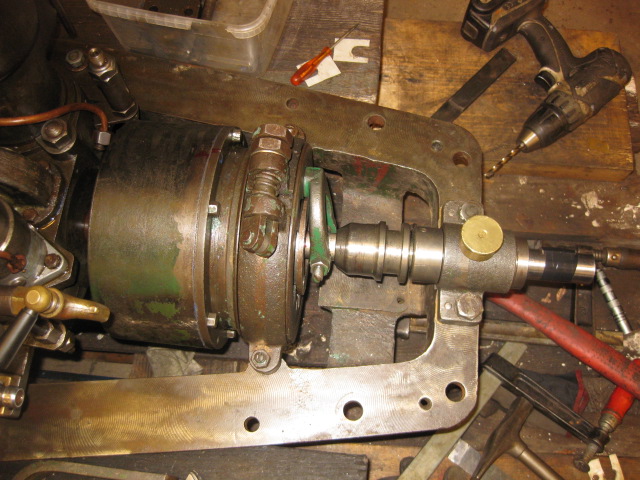
Innan man lossar regulatorn skall man kontrollera hur inställningsmärkena är placerade gentemot varandra. Detta för att man senare skall veta att så här var motorn inställd senast och att man kan förutsätta att motorn fungerade med denna inställning. Det första är att vrida svänghjulet (i rotationsriktningen) tills märket på svänghjulet hamnar mitt för centrum på cylindern. Därefter kontrollerar man märket på regulatorstativets fot. I detta fall var inställningen några mm från kugghjulshusets märkning varför jag märkte ut detta med ett körnslag. Slutligen skruvar man loss locket på regulatorn och kontrollerar att märket på ena regulatorvikten står rakt emot märket på toppen av regulatorstativet. Här saknades märket men inställningen var gjord så att regulatorviktens märkning stod rakt emot det aktre gängade hålet för fastsättningskruven för regulatorlocket.( skall märkas med rödfärg senare.)
Efter kontroll av inställningen kan regulatorn lossas. Jag tog ingen bild av regulatorn men en snabb inspektion visade lite ytrost på insidan men desto allvarligare var att reglerkonan (reglerhylsan)satt fast och låst regulatorvikterna i infällt läge (full gas) vilket hade blivit en otrevlig överraskning om man försökt starta motorn. även pumprullen satt fast. Excentern har försumbart slitage och kullagren verkar ok. Om jag inte hittar mer fel så kommer regulatorn att bli i utmärkt skick efter översyn.
Spridaren

Före jag lossar topplocket skruvar jag loss spridaren. Den har ytrost på utsidan men är troligen sliten eller igensatt . Åtgärder får bli en senare fråga.
Topplocket

Ser mycket bra ut med fina kylkanaler (lovande)
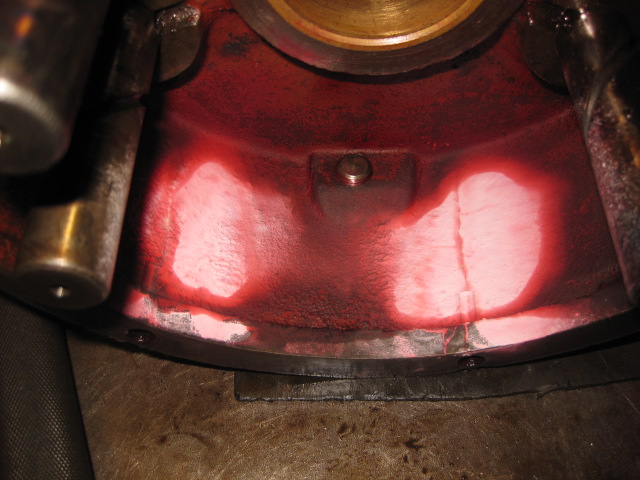
Cylindertoppen

Som synes är kylkanalerna fulla med lös rost som begränsar/hindrar effektiv kylning och som måste rensas. Träklossen som ligger på kolvtoppen har jag använt för att lossa topplocket på ett "milt" sätt (utan att använda kilar). När ljuddämparen är borta kan man sticka in en träkloss ovanpå kolvtoppen och sedan slå svänghjulet försiktigt så att topplocket lyfts. Detta skall ske med omdöme och inget "brutal force" får användas. I det här fallet lossade det utan problem.
Kolven

Kolven ser bedrövlig ut där bla oljekanalen till kolvtappsmörjningen är helt blockerad. På vissa ställen har oljan koksat och fäst på kolvväggen, detta kan i längden medföra skärning på motorn om inga åtgärder vidtages. Kolvens skick visar sig när all beläggning är borttagen.
Cylindern

Omfattande beläggning på cylinderväggen som kommer att försvinna efter honing.
Kolvringar

Cylinderväggarna har en beläggning på flera ställen vilket visar på otäta kolvringar, vilket även framgår när en lös ring placeras i cylindern. kolvringsgapet är 4,2 mm vilket är alldeles för stort. Det skall vara ca 0,7mm. Detta plus en dålig spridare är den troliga orsaken till all oförbränd olja som finns i motorn.
Vevhuset

När cylindern är avlyft ser man "eländet" inuti. (Mödosam rengöring), men det är ju bara smuts och inget problem.
Mätning av cylinder slitaget

Cylindern mätes på tre ställen vertikalt samt tvärs och längs vid varje ställe. Cylinderdiametern är 4 1/2" = 114,3mm , mätvärdena låg mellan 114,3 (längst ned) och 114,38 (längst upp), ovaliteten var bara några hundradelar så i stort sett var cylindern OK. En varsam honing för att inte det skall uppstå för stort glapp mellan kolv och cylinder kommer att utföras
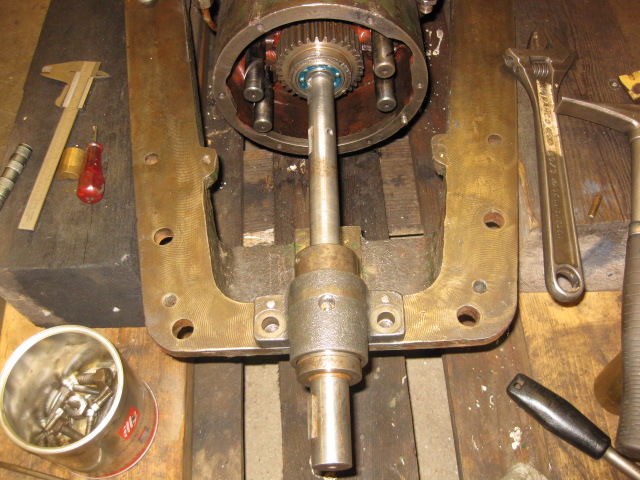
Motorenheten
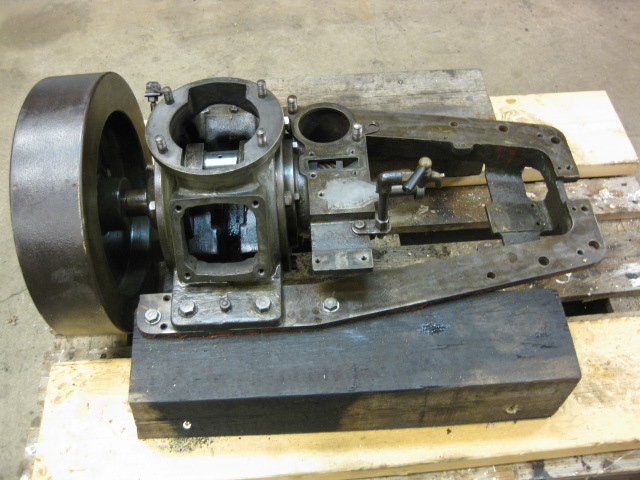
Motorenheten är rengjord och placerad på sin bottenram och därmed kan jag börja med åtgärder på övriga delar som måste åtgärdas.
Kontroll av vevlagret

Kontrollen av vevlagret göres lämpligast när cylindern är demonterad och vevtappen lätt åtkomlig. Första kontrollen blir att se hur anliggning ser ut. Detta utföres genom att man stryker på ett tunt lager med märkfärg på vevtappens ovansida och sedan lägger på vevlagrets överhalva på tappen. Det är viktigt att lagret monteras med märkningen på samma sida som det var monterat, original skall lagermärkena vara mot spolluftskanalens sida, i detta fall var lagret monterat rätt (vilket inte alltid är fallet). Märkfärgen som fastnar på vevlagret visar tydligt hur anliggningen ser ut. Detta ser mycket bra ut med i stort sett anliggning över hela ytan (observera att på båda sidorna av lagret är det utfräst "Oljebrunnar" där oljan samlas och matas in i lagret av vevaxelns rotation vilket syns tydligt på bilden.
Mätning av lagerspel
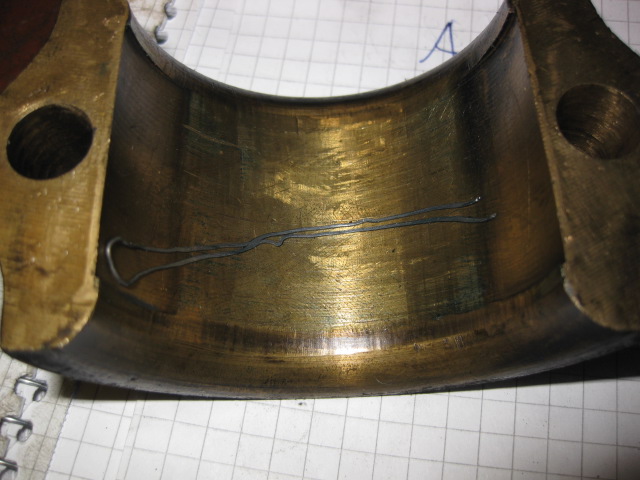
Nästa steg blir att mäta lagerspelet (spelet mellan vevaxel och lager). detta utföres genom att lägga in en tunn blytråd (0,5mm) i lagrets underhalva, montera ihop båda halvorna på vevaxeln, vevstaksbultarna skall dragas åt ungefärligt lika hårt som när de är slutligt monterade. Därefter lossas halvorna och blytråden har nu klämts ihop (om spelet är mindre än 0,5mm) och tjockleken = spelet kan nu mätas med mikrometer. Mätningen gav ett spel av 0,3 mm vilket är för stort och måste minskas. Lämpligt spel är 0,07- 0,1 mm för denna vevtapp (2" 50,8mm). Spelet skall ökas något om vevtappen är oval. Observera att metoden med blytråd inte kan utföras om den undre lagerhalvan är försedd med babbits (blytråden är hårdare än babbits och komprimeras därför inte korrekt. I de fallen använder jag tunt smörpapper (0,03 mm) som jag placerar i lagret. Jag lägger i fler papper tills lagret sitter fast eller går trögt och sedan mäter tjockleken. Kanske inte helt vetenskapligt men fungerar. Lagerspelet har nu justerats till ca 0,12mm men den slutliga justeringen skall göras efter att cylindern har monterats med kolven ini (utan kolvringar). Därefter stryks märkfärg på vevtappen och lagret monteras (inklusive underhalvan) ihop med vevstaken. Motorn skall roteras några varv varefter lagret demonteras och märkningen kontrolleras. Denna kontroll utföres för att fastställa att lageranliggningen fortfarande är jämt fördelad över lagerytan. I vissa fall då man justerat lagret har det blivit något snett vilket syns direkt på märkfärgen. Ev justering utföres genom skavning ( med förnyad mätning av lagerspelet etc.)
Honing av cylindern

Cylindern hade en betydande beläggning i cylinderloppet som måste bort , vilket efter vanlig rengöring i diesel honas bort, honing minskar även ev ovalitet förutsatt att man använder en honingsapparat med fasta bryne, fjäderbelastade bryne kan förstärka ovaliteten). Cylinderloppet var slitet ca 0,08mm i toppen och någon hundradel oval. Detta medför att det blev en mycket försiktig honing och inte försöka att hona bort hela förslitningen då man i stället riskerar att får för stort kolvspel viket i värsta fall kan förorsaka skador på kolven.
Honad cylinder

På bilden kan man ana att missfärgningen inte helt honats bort men är helt ok. Honingsmärken skall egentligen visa ett tydligt kryssmönster men här har jag tydligen inte höjt och sänkt bryningsverktyget tillräckligt snabbt. Eftersom det rör sig om en tändkulemotor och inte en Ferrari så kommer det inte att påverka varken motorns gång eller smörjning.
Montering

Nu kan återmonteringen börja och först blir det cylindern med ny cylinderfotspackning.
Rent och fint
Nästa steg blir att kontrollera vevlagrets spel och passning med kolven i cylinderloppet.
Kolv o vevstake

När man sett hur kolven såg ut när den demonterades kan man nästan inte tro att det är samma kolv. Under "skiten" kom denna fina kolv fram.
Rengöring av kolvringspår
Kolvringspåren måste vara helt rena så att inte de nya kolvringarna fastnar i spåren. En avbruten kolvring som slipats plan i ändan är ett utmärkt verktyg för rengöring. Det är också viktigt att kolvringspårens undersidor är helt rena eftersom de utgör en stor del av kolvringarnas tätningsyta. Även hålen för lyftörat måste gängas upp eftersom de oftast är helt igentätade av sot.
Vevlagermärkning

Nu är det dags för kontroll av vevlagrets anliggning och spel med kolven monterad i cylindern. Kolven och lagret skall monteras som det var när det demonterades (eftersom det har varit i drift i detta läge) Det korrekta läget är att vevlagermärkningen skall vara på spolluftskanalens sida och smörjhålet för kolvbultsmörjningen skall vara akterut. I detta fall har man använt en smörjkanalen som är vänd rakt förut. (detta beror troligen på att man saknat det "T-Stycke" som skall sitta i den aktre smörjkanalen och i stället lödat ihop oljeröret för cylindersmörjningen och kolvbultsmörjningen). Detta har väl bara akademisk betydelse och smörjningen kommer att fungera ok. Observera att motorerna i de flesta fall är mycket gamla och delar kan ha bytts ut etc varför man måste tänka till så att smörjoljan verkligen kommer in på rätt smörjställe. Avseende märkning så är det viktigt att märkning på de ingående delarna är mitt emot varandra vid monteringen eftersom lagret är inskavt i detta läge.
Kolv o vevlager i cylindern

Orsaken till att man skall göra en efterkontroll av vevlagret med kolven i cylindern är att om vevstaken är det minsta krokig kommer vevlagret inte att ligga an på vevaxeln på ett korrekt sätt och måste rättas till ( skavning). Samtidigt kontrollerar man att inte montaget medfört att spelet i lagret ändras. Vevlagerbultarna skall spännas åt med ungefär samma kraft som den slutliga fatsättningen.
Vevlagrets anliggning

Anliggningen är helt ok och ingen justering behöver utföras
Vevlagrets spel

Vevlagerspelet ( diameterskillnaden mellan vevtappens ytterdiameter och vevlagrets inner diameter). Hur detta mätes har beskrivits tidigare.
Mätresultat

Eftersom ingen åtgärd har behövts göras så blir även mätresultatet lika tidigare. Med detta förfarande säkerställer man att toleranser etc är ok även när delarna är monterade i motorn
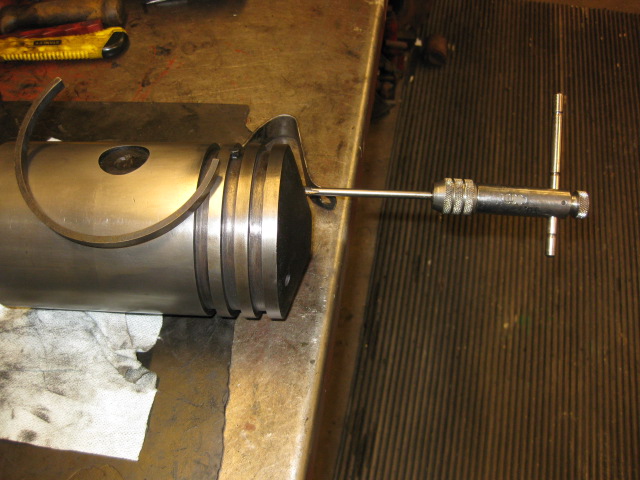
Kolvringar

Som tidigare beskrivits var kolvringarna slitna och bedömdes att byte till nya var att föredra. Nya ringar brukar levereras med noll ringgap och att knasterspåret också behöver justeras. Ringgapet på denna motor skall vara ca 0,7 mm vilket justeras med hjälp av en speciell "kolvringslip" , se bild ovan.
Mätning av kolvringsgapet

Normalt brukar jag göra kontrollen av ringgapet (utföres flera gånger under slipningen) i cylinderloppets nedre del (minst slitet). Men i min iver att få ordning på vevlagret monterade jag cylindern på plats och ville inte demontera den igen. Tog därför en fläns som jag svarvade upp till korrekt cylinderdiameter (114,3 +- någon 100 del) som jag kunde använda i stället. Detta förfaringsätt var också praktiskt för jag kunde ha flänsen alldeles intill kolvringslipen och slapp därmed att gå fram och tillbaka till motorn. Bilden visar en kolvring med rätt kolvringsgap (mätes med bladmått).
Knasterspåret

När man slipar av kolvringsändarna kommer knasterspåret att bli för litet och måste justeras. Spåret skall filas så djupt att kolvringsändarna går ihop och att det samtidigt är ett litet spel mellan spåret och knastret. Det är viktigt att kolvringarna kan expandera fritt inom ringgapet 0,7 mm.
Montering av kolvringar

Kolvringarna är av gjutjärn och därför ganska ömtåliga och skall hanteras därefter. När ringarna monteras på kolven utsätts de för ganska stor påfrestning som i möjligaste mån skall minimeras. Ett sätt är att använda samma metod som används vid demonteringen av kolvringar, att sätta in smala stålstrips eller bågfilsblad där tänderna är bortslipade mellan kolv och ringar.
Montering av kolv

Den kompletta kolven med ringar, vevstake och vevlagrets överhalva monteras direkt i cylinderloppet. Vevaxeln skal ställas så att vevtappen står rakt upp (att kila fast svänghjulet med ett par träkilar gör att vevtappen inte rör sig under operationen). För att klämma ihop kolvringarna när man trycker i kolven i cylindern finns det speciella verktyg (ett tunt metallband som kan träs över ringarna och sedan drages åt med en skruv . Detta har visat sig passa dåligt i tändkulemotorer eftersom cylindern har en ganska stor fas i överdelen på cylindern där det smala metallbandet går in och fastnar (kanske kan jag inte hantera detta korrekt) varför jag använder en speciell slangklämma (som har en speciell låsning som kan öppnas), se bild. som jag sätter åt en kolvring i tagen. detta har fungerar utan problem varje gång (hittills)
Vevstaksbultar

När vevlagerspelet justerades, frästes vevstakslagrets överhalva av med 0,2mm. Detta innebar att vevstaksbultarna trängde 0,2 mm längre ut genom lagret än tidigare och att spåren i muttrarna, efter åtdragning, inte stämde överens med hålet i vevstaksbultarna och saxpinnarna gick inte att montera. Givetvis hade jag kunnat satt dit saxpinnarna som det var men åtdragningsmomentet hade då inte blivit tillräckligt högt. (nu har jag inget värde på vad åtdragningsmomentet skall vara och det går inte att få plats med någon hylsa för en momentnyckel heller så jag gör detta på "känn"). Åtgärden blev därför att svarva av muttrarna någon 10-del (fick provas på plats flera gånger innan det blev bra) tills åtdragningen kändes rätt och saxpinnarna kom på plats.
Topplocket

Topplocket är i bra skick med bra kylkanaler (nästan inget rostangrepp)
Planhet

Topplockets anliggningsyta ser så bra ut att någon plansvarvning behövs inte, en extra kontroll av planheten med en stållinjal skadar inte.
Mätning av "squish"

Avståndet mellan kolvtopp och topplocket skall vara ca 3mm (kallas ibland squish, vilket kanske inte är helt riktigt men motorfolk vet vad som menas). Detta mätes enklast genom att lägga in en blytråd på toppen av kolven. Montera toppen utan packning och drag fast. Vrid svänghjulet så att kolven gått upp mot toppen och vänt, Blytråden har nu plattats till (om tråden varit tjockare än avståndet mellan topp och kolv) och tjockleken på tråden kan nu mätas. Trådtjockleken plus topplockspackningens tjocklek skall nu bli 3mm (ca). Här mättes trådtjockleken till 2,25 mm och tillverkade en packning av 1 mm Klingersil C4430. Detta ger ett spel ganska nära 3mm när topplocket är åtdraget.
Topplockspackningen
Fabrikstillverkade topplockspackningar hade utskärningar som stämde överens med kylkanalernas utseende. Detta är säkert bra men det duger bra med att göra 4 st 10mm hål mitt för varje kylkanal. Den sammanlagda ytan av hålen överskrider vida hålet i utloppsröret och är helt tillräcklig för motorns kylning. En nackdel kan vara att risken för igensättning är större, men det blir en starkare packning.
Topplocket monterat

En ny milstolpe i översynen.
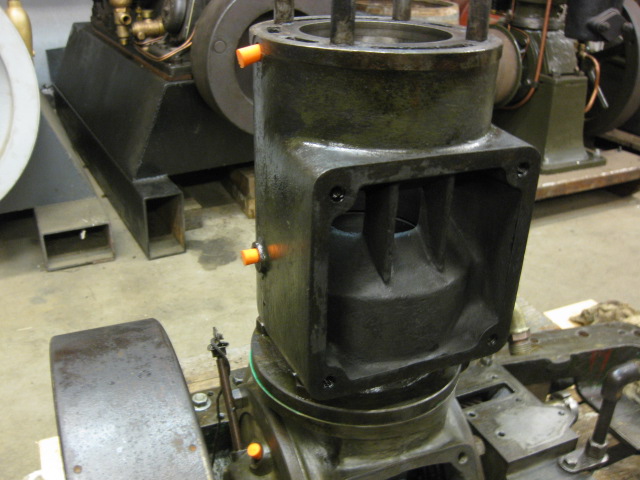
Vevhusventiler

Motorns får sin förbränningsluft via två stycken ventiler som sitter på var sida om vevhuset. Ventilerna är av typ bladventil, där ett tunt stålmembran öppnar och stänger vid kolvens upp och nedgående rörelse. Vid den uppgående rörelsen skapas ett vacuum i vevhuset som öppnar ventilerna och luft sugs in från utsidan in i vevhuset. Vid kolvens nedåtgående rörelse pressas luften i vevhuset upp till förbränningsrummet via en kanal (spolluftskanalen) ingjuten i cylindern, där den komprimeras, blandas med dieseldimma från spridaren och antändes. Som framgår av bilden är det så mycket beläggning på membranet att tätningsförmågan reducerats. Otäta vevhusventiler medför startsvårigheter , dålig gång och i värsta fall inte fungerar.
Ingående delar
Här är en ventil isärplockad och rengjord. På membranet syns fortfarande märken men tätningen kommer att vara tillräcklig för motorns funktion. Membranets baksida är helt perfekt men tyvärr går de inte att vända, eftersom ventilstödet (den halvcirkelformade detaljen med två hål) har en urfräsning där membranets ända skall passa.
Ventilen ihopmonterad
Ren och fin, bara att montera
Ventilen på plats.
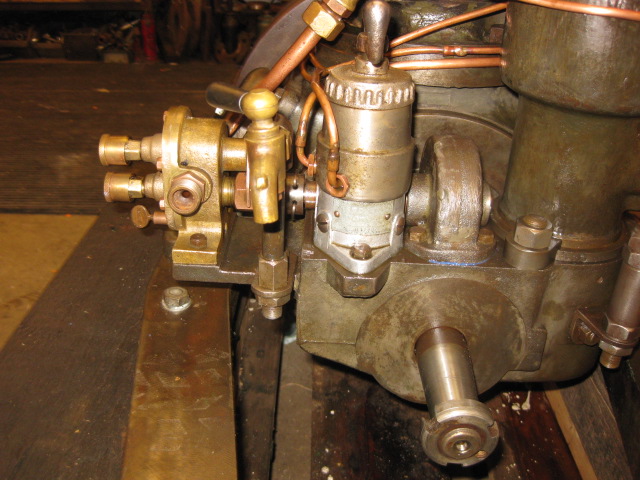
Regulatorn

Det är en hel del delar inuti regulatorn. Regulatoraxeln med centrifugalvikterna längst ned på bilden hör till en annan regulator och är dit lagd bara för information. Regulatorn var i bra skick vilket är förvånande för vanligtvis brukar kullagren vara förstörda då det kommer in vatten via "gashandtagets".För de som är intresserade av beskrivning av funktionen hänvisas till motor Seffle 15BF 10 HK på denna hemsida.
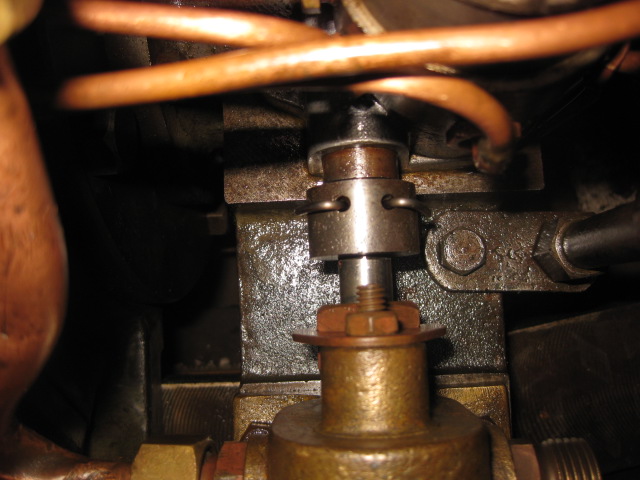
Inställning av regulatorn 1

Regulatorn måste "ställas in" för att få bränslet att spruta in vid rätt tidpunkt.(ca 12-14mm från ÖD). Grundinställningen utföres genom att ställa de röda märkena på svänghjulet mitt för centrum på motorn (svänghjulet skall vridas fram i rotationsriktningen) forts...
Inställning av regulatorn2

Därefter sättes regulatorn ner i stativet där märket på regulatorfoten och märket på regulatorstativet skall stå mitt för varandra samtidigt som märket på centrifugalvikten skall stå mitt för märket på regulatorns överkant. (se bild nedan). Regulatorn får kanske lyftas upp några gånger och vridas för att den skall hamna mellan rätt kuggar. När alla ovanstående märken står mitt för varandra är regulatorn grundinställd och skall fungera. För att få den optimala inställningen skall motorn belastas och man lossar de båda fastsättningsmuttrarna mycket försiktigt så att man nätt och jämt kan vrida regulatorn. På den punkt motorn går bäst låses regulatorn fast.
Regulatorinställning 3
Oljesystemet
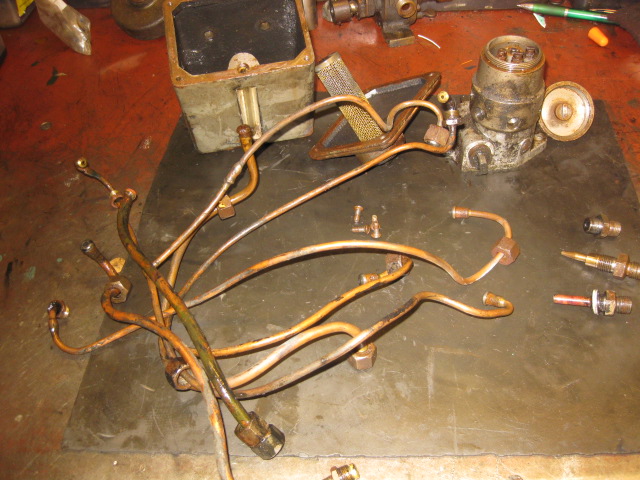
Oljesystemet består av en oljebehållare, en oljepump, anslutningsnipplar samt rörledningar. Pumpen är av typ kolvpump med tre st kolvar som smörjer cylindern, kolvbulten, vevlagret samt regulatorn. Ramlagren (kullager) smörjes dels för hand med oljekanna (främre lagret) medan det aktre lagret smörjes av oljedimma från vevhuset. Pumpen drives av vevaxeln via en kuggväxel. Bilden visar också de tre oljenipplarna där den undre förser cylindern med olja (den har en bit kopparrör fastlödad eftersom den passerar genom spolluftskanalen), den mittersta nippeln är till för smörjning av vevlagret via smörjoljeringen och sist nippeln för kolvbultsmörjningen. Kolven har en urfräsning på mantelytan ( syns på en bild av kolven tidigare) varifrån det är borrat ett hål in till kolvbulten. Oljenippeln sitter på cylindern rakt framför urfräsningen och när kolven passerar hålet "skrapar" den in oljan i urfräsningen och ner till kolvbulten.
Oljebehållaren

Rengöring av alla delar och rör erfordras ( restoljan visar att det är vatten i oljan,( troligen kondens)
Smörjoljenipplar

Nipplarna brukar normalt ha ett hål på ca 4-5 mm samt med en backventil ( kula och fjäder) inuti. Nipplarna för kolvbultsmörjningen och vevlagret har för denna motor endast ett mycket litet hål ( ca 1mm) i stället. Varför vet jag inte men det kan vara för att dessa smörjpunkter har en gemensam ledning och kanske balanserar flödet mellan dem. (detta är en gissning från min sida, är det någon som vet är han/hon välkommen att berätta för mig vad som gäller)
Vevlagrets nippel

Vevlagrets nippel sitter placerad i främre vevhusgaveln och leder oljan in i smörjoljeringen ( smörjoljeringen är en ring som sitter fastskruvad på vevaxelns framkant. Ringen har ett invändigt spår med en kanal som går igenom vevslängen och in i vevtappen. Av centrifugalkraften pressas oljan in i kanalen till vevlagret och därigenom smörjes. Den som är intresserad kan se en bild på smörjoljeringen genom att klicka på motor SEFFLE 15BF10 Hk
Inställning av oljeflödet
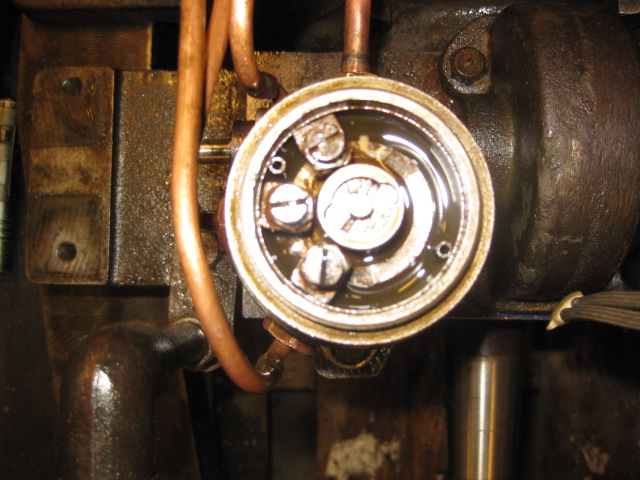
De olika smörjpunkterna skall även ha olika flöde. Detta ställes in genom att justera pumpkolvarnas slaglängd. På bilden visas ställskruvarna. Man lossar låsmuttern som sitter under skruvskallen (8mm NV) skruvar ner skruven i botten och sedan upp ca 2 1/2 varv för vevlagret , och 2 3/4 för cylinder och kolvbultslagret, (detta är rekommendationen för Skandiamotorer men bör vara ok även för Seffle) Enligt Seffle manual skall cylindern ha 4 droppar per minut vid 750 varv, vevlagret 6 droppar samt regulatorn 2 droppar. Detta är dock svårt att mäta eftersom det inte finns några synglas och man vill ju inte lossa smörjrören under drift. Det går ju att ställa in pumpen på bänken och köra den med en borrmaskin med justerbart varvtal men då gäller det att räkna först och ha tillgång till en varvräknare.
På plats

Här sitter pumpen på plats , kuggväxeln för drivningen syns också.
Bränslesystemet

Bränslesystemet består av ett bränslefilter, bränslepump och spridare. Bilden visar bränslefiltret (före rengöring). Att kalla detta för ett filter är nog att "ta i", det är inget annat än en sil som förhindrar stora partiklar att komma in i pumpen. Detta är inget stort problem för stationära motorer men för båtmotorer bör man montera ett riktigt filter mellan tank och motor.
På Plats

Rengjort filter på plats, en ny ledning mellan filter och pump måste tillverkas.
Bränslepumpen

Bilden visar pumpen i delar med isärtagna sug- och tryckventiler.
Bränslepumpen

Här är pumpen monterad på regulatorn. Röret mellan filter och pumpens sugsida är under tillverkning.
Kylvattenpumpen
Kylvattenpumpen är en vanlig kugghjulspump med en anslutning. (det finns även med två anslutningar och då används den andra till länspumpning) Pumpen drivs från oljepumpens axel.
Brytstift

För att inte pumparna (Olje- och Vattenpumpen) skall haverera om någon av dem fastnar (mest utsatt för detta är kylvattenpumpen som vid körning på grunt vatten kan suga upp något föremål in mellan kugghjulen och får den att fastna) finns det en liten medbringare mellan olje-och kylvattenpumpens axlar som är försedd med ett speciellt "brytstift" . Som synes på bilden har den ena skänkeln av brytstiftet gått av och den andra är på god väg. Ett nytt original "stift" visas också på bilden.
Brytstift forts...

Med brytstiftet monterar bildas det ett mellanrum som passa precis över kylvattenpumpens axelända ( den andra ändan har bara ett fyrkantigt hål (utan brytstift) som passar över oljepumpens utgående axel.
Medbringaren på plats
Här visas medbringaren på plats med brytstiftet synligt. ( Stiftets båda skänklar bockas över medbringaren) Om kylvattenpumpen fastnar kommer stiftet att gå av och frikopplas därmed från oljepumpen. Ett nytt stift bör man ha med sig som reservdel eftersom motorn inte bör köras utan kylvatten
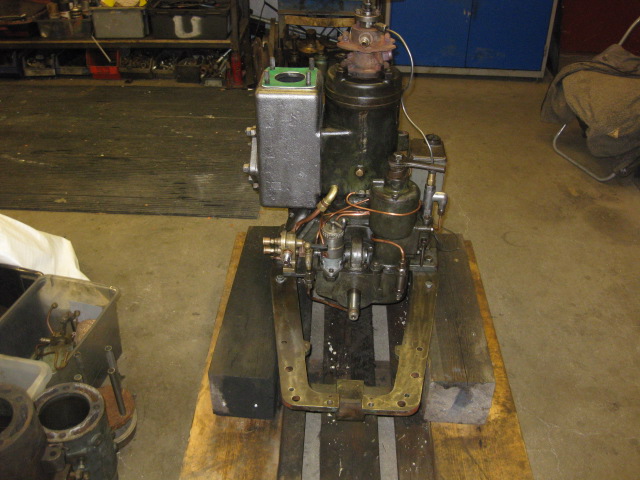
Motorenheten klar

Och så blev den klar till slut, inte helt för backslaget återstår att renovera.
Motorstart

Det är alltid lika spännande att starta upp en motor efter en omfattande genomgång. Denna gång avlöpte det utan större problem, motorn startade lätt och gick jämt och fint men den kallnar fort med full kylning och utan belastning. Motorn fick gå några timmar för att slita in de nya kolvringarna något. Den har bra kompression som den är men kommer att bli ännu bättre efter att ha körts i fler timmar.
Ytbehandling
Utsidan är bara rengjord och därefter behandlad två gånger med kokt linolja o terpentin.
Nu återstår att ta itu med backslaget som är i mycket slitet och behöver en fullständig renovering.
Backslaget
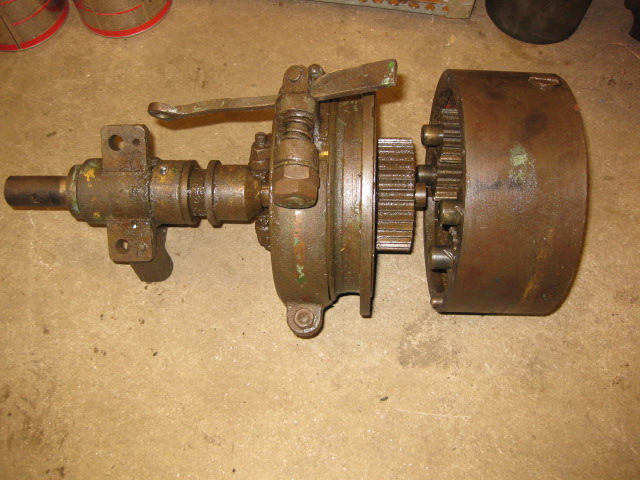
Backslaget är så slitet att det måste renoveras med nya (bättre) delar. Nya delar är svåra att få tag på så valet blir att ta delar från ett begagnat backslag som ersättare. Det "nya backslaget kan inte användas eftersom vissa delar är dåliga samt att mellanaxeln är anpassad för en varpspelskoppling (utgående axeltapp är försedd med en kona i stället för att ha en rak ända, som på bilden)
Demontering

För att kunna dra ur mellanaxeln lossas bulten (som syns ini urfräsningen) som går rakt igenom medbringaren och in i ett hål i axeln som därmed låses på plats(jag har ingen ritning med beteckningar så jag får hitta på egna namn på delarna men skall försöka var konsekvent så det inte skall bli något missförstånd) Både kugghjulet för mellanaxeln och medbringaren sitter även på kilar men bör gå att dra ut utan större problem
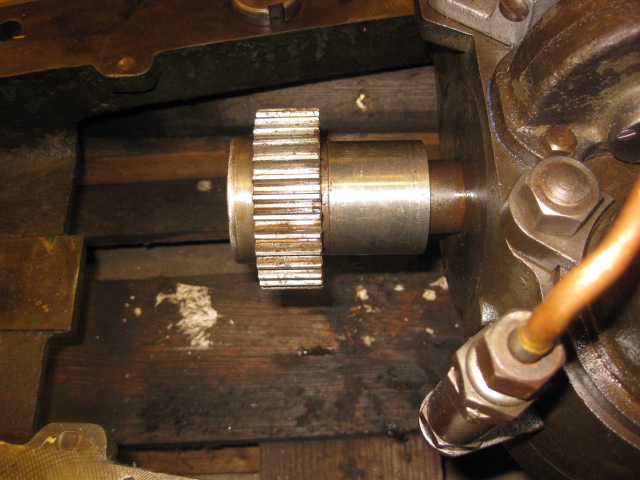
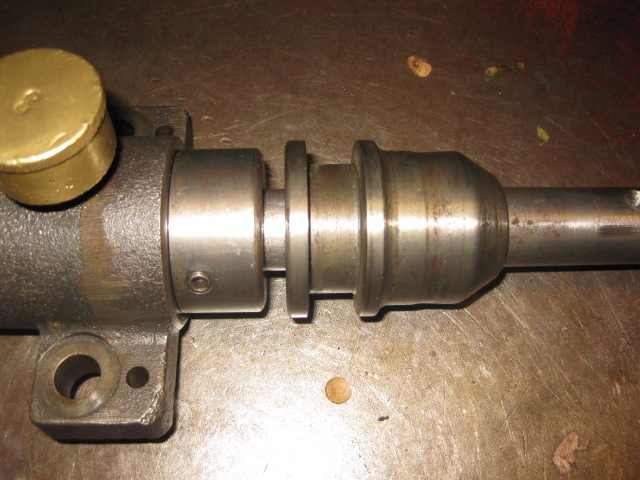
Mellanaxeln

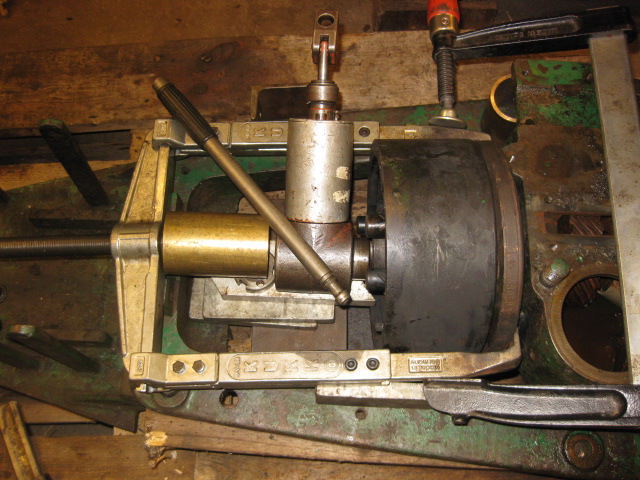
Bilden visar när mellanaxeln är utdragen med tillslagskonan och stödlagret sittande kvar.
Demontering forts
För att få ur friktionsbandet lossas de fyra spårskruvarna (brukar vara låsta på något sätt, körnslag, etc och lossas enklast med en slagskruvmejsel. När skruvarna är borta är det bara att lyfta av låsbrickan samt friktionsbandet.
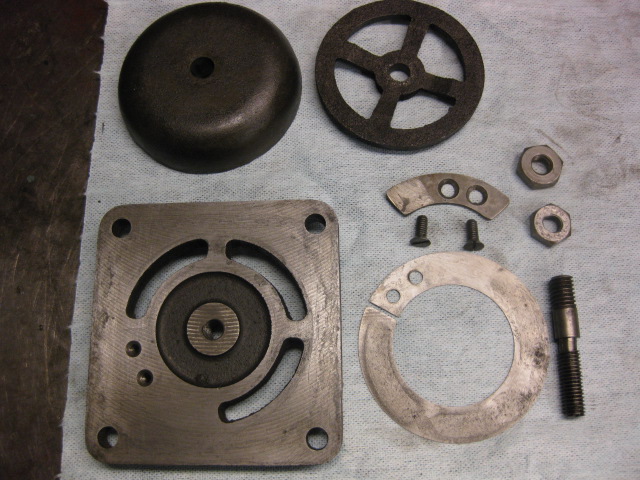
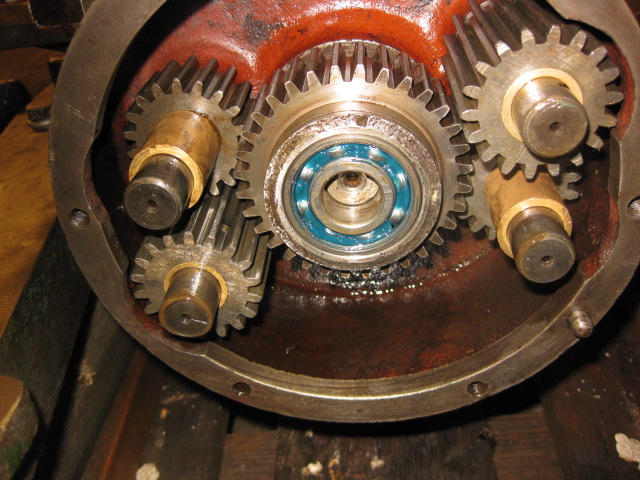
Backslaget i delar

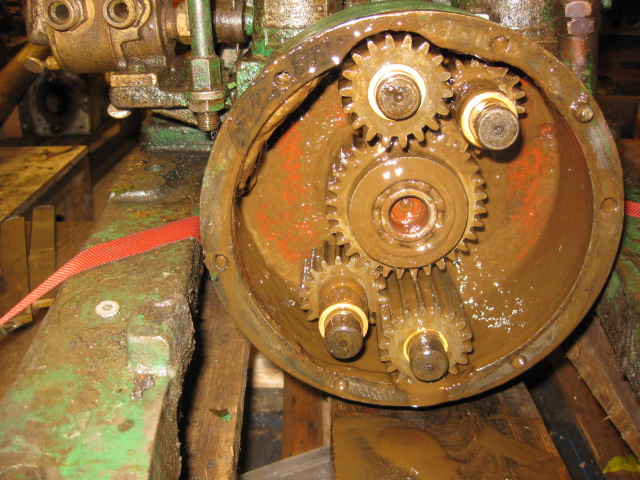
Längst upp till vänster: Kugghjulstrumman med sina fem kugghjul, vevaxelkugghjulet (i mitten) samt de fyra planetkugghjulen. Överst i mitten: Kugghjulet till mellanaxeln. Överst till höger: Mellanaxel med tillslagskona och stödlager.
Mitten till vänster: Medbringaren. Till höger om medbringaren: låsbrickan.
Nederst till vänster: Friktionsbandet. Nederst mitten: Friktionstrumman.
Medbringaren är låst till Kugghjulet till mellanaxeln dels med den genomgående bulten som beskrivits tidigare samt att den har en "tajt" passning. Observera att det inte går att pressa kugghjulet ur medbringaren om det sitter hårt fast eftersom det även sitter med en kil. Om man försöker pressa ur det kommer kilen att gå mot mässingbussningen och förstöra denna. Lösningen är att tillverka en kraftig bricka ( den befintliga är för klen) som skruvas fast på medbringaren med fyra skruvar (befintliga hål) samt att den går så mycket utanför medbringaren att man får tag med en kloavdragare. Om den sitter hårt värm medbringaren. Nu skall delarna tvättas och inspekteras samt bestämma vilka delar som skall återanvändas och vilka som skall bytas ut. Observera att detta är ett grannlaga arbete eftersom delarna inte alltid är helt utbytbara. det kan vara små skillnader (toleranser) så varje del måste mätas och provmonteras för att vara säker på att de fungerar.
kugghjulshuset och vevaxelkugghjulet har inte beskrivits av den enkla anledningen att de redan var demonterade när motorn levererades. För att få det hela komplett kommer jag nedan att beskriva hur dessa delar demonterades från en annan motor.
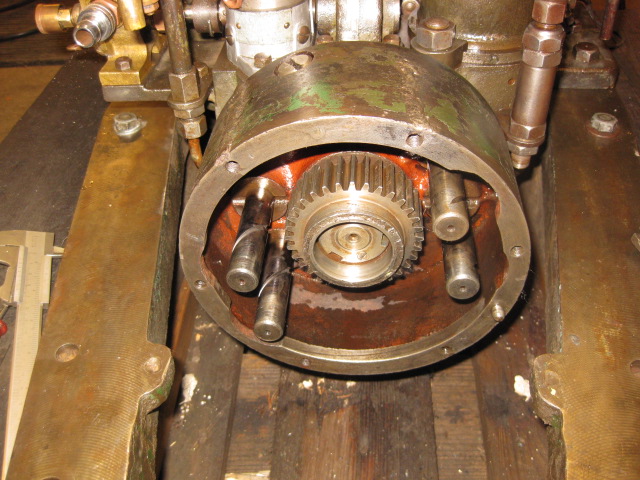
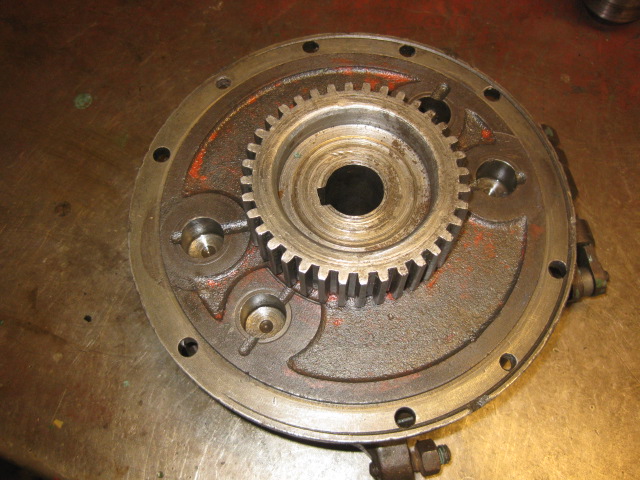
Kugghjulshuset
Bilden visar när kugghjulshuset har delats och kopplingsdelen är borttagen. De fyra "planetkugghjulen" är bara att dra av sina axlar för hand, medan kugghjulet på vevaxeln sitter på en kona med kil och måste lossas med hjälp av avdragare.
Centrumlagret
I kugghjulet sitter ett kullager vars uppgift är att "styra" mellanaxeln och som måste tas bort för att komma åt kugghjulets axiella låsning. Då jag inte har någon speciell avdragare för kullager kan man antingen slipa ur lagret eller som här svetsa in en gängstång i innerringen, tillverka en hylsa och sedan dra ut det.
Låsningen

När centrumlagret är borta ser man kugghjulets axiella låsning. Axelmuttern är i sin tur låst med en låsskruv. Låsskruven kan ibland vara svår att se (dold av fett o smuts) om man inte vet att den skall finnas där)
Låsmutterverktyg

För att lossa axelmuttern behövs ett speciellt verktyg (visas på bilden). Tyvärr är det inte alla som har tillgång till ett sådant varför de flesta muttrar är illa tilltygade efter att ha lossats med dornar eller vad man hade till hands.
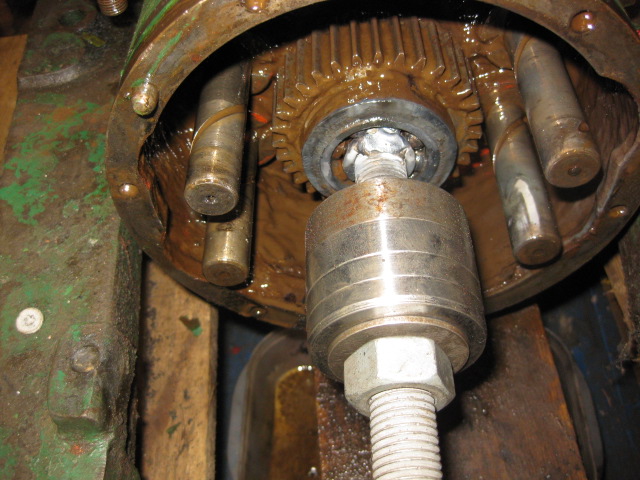
Avdragning av kugghjulet
Delar som är monterade på konor brukar vanligtvis sitta hårt fast och erfordrar stora krafter för att lossa. I det här fallet hade jag precis kunnat få in käftarna på avdragaren bakom kugghjulet men då legat an mot kuggarna. Kugghjulet är tillverkat av gjutjärn och tål inga större krafter, vilket även gäller för själva trumman, och valde därför att tillverka en tjock fläns (22mm) som var utskuren så att jag precis kunde trä den över kugghjulstrummans nav och därigenom fördela huvuddelen av kraften på navet. Med några kraftiga passbitar och en 10 T Simsondomkraft kunde jag spänna upp ordentligt utan risk för skador på kugghjul eller trumma. Som tidigare nämts sitter de flesta delar hårt fast och fick därför värma kugghjulet inifrån med gasol. Det behövdes inte många graders temphöjning innan det lossnade.
Kugghjul och trumma loss

Här har kugghjulet lossats från vevaxeln och både kugghjul och trumma kan nu lyftas ut. På bilden ser det ut som att delarna har värmts till höga tempreturer men så är det inte. Eftersom jag använde gasolbrännaren så sotade det ganska mycket. Temphöjningen blev kanske 50 grader.
Med detta avslutas demonteringen och hopmonteringen kan påbörjas.
Kugghjulen

Bilden visar skillnaden mellan de "Nya" och de gamla kugghjulen. Som synes är de "nya" i mycket gott skick.
Kugghjulstrumman

Ett streck i räkningen är att kugghjulstrumman har reparerats tidigare , troligen orsakat av problem vid demontering av själva kopplingsdelen. Skador på kopplingsdelens fläns tyder på detta.
Sprickorna
För att kunna bedöma hur allvarliga sprickorna är gjordes en sprickindikering som visar sprickornas utbredning. Tyvärr har man inte fogberett ordentligt inför svetsningen och svetsen har inte penetrerat genom godset. Den vänstra sprickan har inte gått igenom godset medan den högra går nästan ända fram till trummans gavel. Ett borrat hål på ca 5mm i slutet av sprickan hade förhindrat att sprickan kunde sprida sig. Att borra hålet i efterhand är inte meningsfullt om man inte vet hur utbredningen är på utsidan , vilket skulle innebära svetsen slipades bort och svetsades om efter borrning. Nu är ovanstående troligtvis inte ett stort problem eftersom kopplingsdelens fläns kommer att bidra till att minimera belastningen på svetsen. Det är inte ovanligt att dessa trummor är skadade och svetsreparerade men då har de för det mesta frusit sönder då det kommit in vatten i trumman.
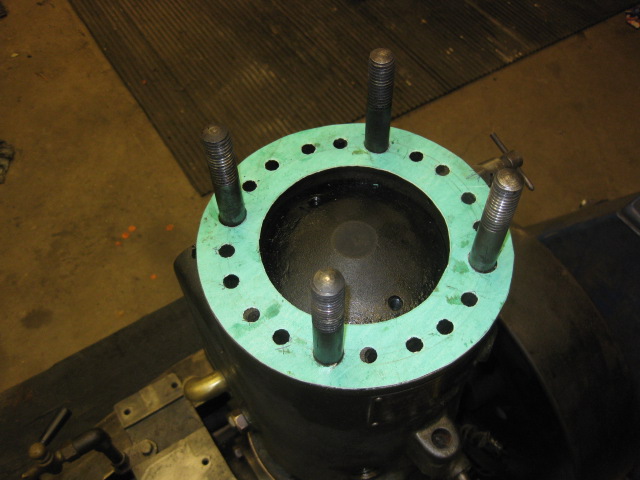
Provmontering
När man byter delar från en motor till en annan måste man kontrollera att de passar. Det första är givetvis att kontrollera att delarnas mått stämmer överens med originalet samt i det här fallet att kugghjulet passar på axelkonan och äntrar lika långt in på vevaxeln som originalet. Detta är viktigt eftersom måttet mellan kullagret inuti kugghjulet och till mellanaxelns fäste för stödlager på bottenramen är fixerat till ett bestämt mått. Här är det enkelt att mäta avståndet från regulatorstativet till kugghjulets kant och jämföra med originalets mått.
Kugghjulstrumman och vevaxelns kugghjul
Här är trumman och kugghjulet på plats. Låsmuttern inklusive låsskruven för låsmuttern är åtdragna.
Backslagets styrlager
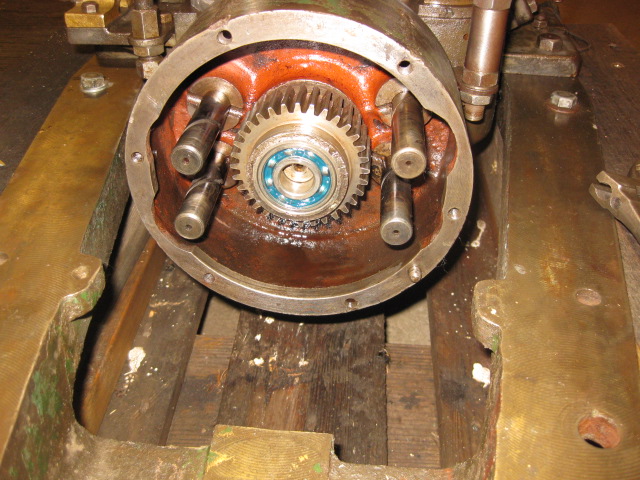
Inuti kugghjulet sitter ett kullager inpressat som utgör styrning för mellanaxeln.
Provmontering av mellanaxeln
Som beskrivits ovan är det ett fast mått mellan kullagret i kugghjulet och fästet för mellanaxelns stödlager. Mellanaxeln och stödlagret är nytt men passade dåligt (styrstiften stämde inte överens med hålen i bottenramen och det finns inte plats för att borra nya). Detta löstes så att den nya stödlagerbocken byttes ut mot den gamla medan den nya mellanaxeln och axiallagret bibehölls. Detta visar hur viktigt det är att provmontera delarna innan de fastsättes för gott.
Planethjulen

Planethjulen är i fint skick och kommer att fungera lång tid framöver ( om de bara får smörjning)
Smörjhålen

I kugghjulen skall det vara borrade smörjhål (har sett kugghjul utan hål) för att få lagringen skall få smörjning.
Det finns olika åsikter om vilken typ och viskositet oljan skall ha . I någon skrift har jag sett att det skall vara en blandning av fett och olja och andra som jag rådfrågat föredrar tjock växellådsolja. Jag har tidigare följt skriftens råd men lutar mer mot att man skall använda tjock växellådsolja tex 80/90 olja. Orsaken är att fettat kanske tätat igen smörjhålen så att lagringen inte får någon olja. En motsägande teori är att fettet kommer att pressas igenom hålet av kuggtrycket när kuggarna roterar. Troligen fungerar båda typerna, det är bara att välja!
Kugghjulen i kugghjulstrumman
Ser bra ut , eller hur?
Mellanaxelns kugghjul
Kugghjulet "släpps" bara rakt ner i friktionstrumman. Kontrollera att det löper lätt, samt olja in ordentligt
Tillslagskonan
Det gäller att inte glömma att montera tillslagskonan på mellanaxeln
Medbringaren
Medbringaren är fastsatt på kugghjulet med en kil (syns i kilspåret) samt fin passning mot kugghjulets "hals" samt en låsskruv (låsskruven måste monteras in i medbringaren innan den monteras på plats eftersom den är så lång att den inte kan inte monteras efteråt). Låsskruven är så lång för att den skall gå igenom både medbringaren kugghjulet och sedan in i ett borrat hål i mellanaxel. Det är viktigt att låsskruven träffar det borrade hålet eftersom detta håller mellanaxel i rätt position. De fyra gängade hålen är till för fastsättning av låsbrickan.
Excenterbandet
Excenterbandet läggs ner i friktionstrumman så att den passar över den fyrkantiga medbringatappen.
Exenterbandets låsning
Excenterbandet låses axiellt genom att låsbrickan skruvas fast på medbringaren. Notera att det finns en avfräst kant på brickan som skall riktas mot excenterarmarnas centrum
Ny packning

Kugghjulstrumman är "fylld" med olja (obs, endast 0,4 - 0,45 l vilket ger en nivå strax under centrum, SAE 80/90 eller liknande tjock olja) varför det behövs en bra tätning mellan delarna. Packningen är 0,25 mm tjock oljebeständig packning med ett tunt lager av tätningsmedel.
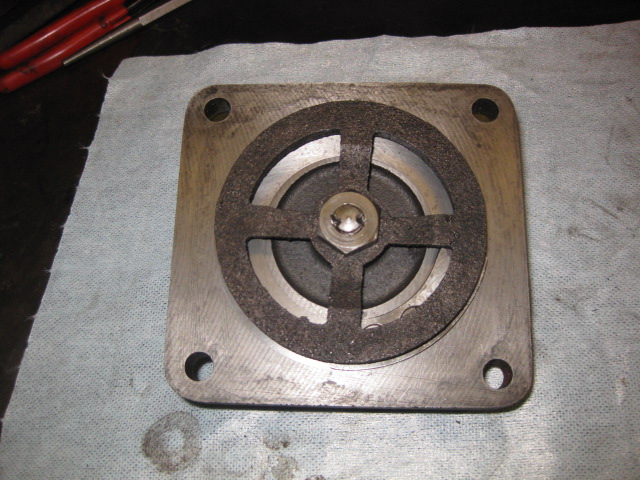
Friktionstrumman
Här är friktionstrumman med stödlager klar för sammansättning med kugghjulshuset.
Monterad på plats
Nu saknas bara "växelspaken"
Motorn klar
Motorn klar forts...

Motorn är provkörd, startar lätt och går lugnt och fint. Förhoppningsvis kommer den att driva fram båten i många år framöver.