
Seffle motorwinch 4 Hk
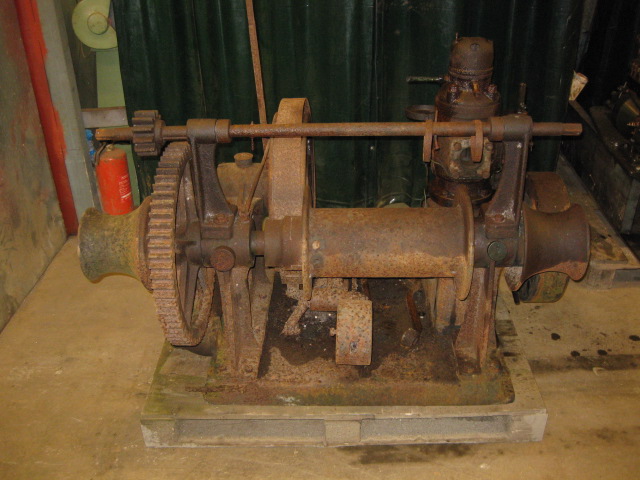
Seffle 4 hk motorwinch
Tillverkare: Seffle Motorverkstad Seffle
Tillverkningsår: 1924
Tillverkningsnummer: 1214
Effekt: 4 Hk
Varvtal: 600
Varvtalsreglering: Pendelregulator (frislag)
Startmetod: Tändkula, Handstart
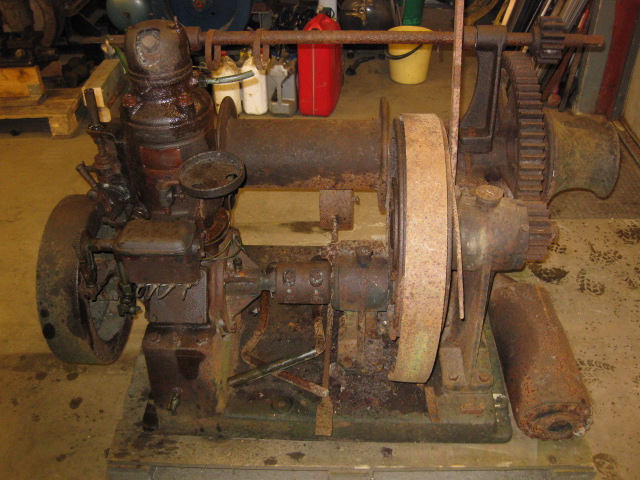
Den här "fina" winchen kommer att bli en ordentlig utmaning då den har rostat ordentligt. Själva winchen har klarat sig väl medan motorn kommer att behöva mycket omsorg o delar. fn. håller jag på med en annan motor så winchen får ställas undan i väntan på sin tur, (men det skall bli skoj att ställa den i ordning eftersom Sefflewinchar inte uppträder så ofta, jag har aldrig sett någon överhuvud taget)
Nu har jag tagit mig i kragen och skall undersöka motorns status ordentligt för att se om den kan renoveras eller förpassas till reservdelslagret (om det finns något som går att använda)
Topplocket

Jag har varit "lite" tveksam till skicket på motorn och tvekan blev inte mindre när jag till slut fick loss topplocket. Som synes har jag fåt värma det ordentligt innan det kom loss.
Topplockets anliggningsyta

Ingen vacker syn , men om man svarvar av några mm kanske det kommer fram en ren yta.
Cylindern

Utöver vad som synes på bilden är cylindern rostsprängd på flera ställen. Sprickor går även in i en av oljekanalerna så denna får nog betraktas vara utom räddning. kolven sitter fast inuti men den får jag ta itu med senare.
Fästet för bränslepumpen

Det är många konstiga fel som dyker upp. Pumpen var bara tryckt fast på sin plats och lossnade så fort jag tog i den. Som synes är brottytan många år
Pumpfästet

Här visas stumpen som är kvar av pumpfästet
Frislagsregulatorn

Den har nog legat i saltvatten ett bra tag. Mässingdelarna till vattenpumpen ser dock ut att kunna återanvändas. åtminstone av utsidan att döma.
Räddningsförsök av kolven

Kolven sitter mycket hårt fast och här försöker jag ett gammalt knep där man fyller den övre delen av cylindern (från kolvtoppen och upp) med diesel som sedan tändes på. Teorin bakom detta är att dieseln håller kolven kyld medan elden värmer cylinder så att den skall utvidga sig.
Försök att pressa ur kolven ur cylindern

Det här ser lite konstigt ut med en sådan klen press-stång, men det ligger en platta under. Detta var det första försöket som misslyckades. Efter detta har jag gjort flera försök, då med ett rör som press-stång. Röret svarvades till några tiondelar mindre än cylinderdiametern och som "jackades" ur för kolvkammen så att den kunde användas att pressa både uppifrån och underifrån. Inget av försöken har lyckats även om jag använde en hydraulkolv på 30 T. För att rädda kolven återstår nog bara att klyva cylindern med en slipmaskin.
Demontering av vevhusgavlar

För att få bort den främre vevhusgaveln måste excentern först demonteras från vevaxeln. Som allt annat satt den ordentligt fast och en speciellt verktyg fick tillverkas för att inte excentern skulle skadas. Domkraften är en 30T Simson.
Avdragarverktyg

En uppskuren fläns användes som avdragarfäste för att inte belasta excenterns ömtåliga sidokanter.
Excentern

Nu är den loss och hel!
Vevaxeln sitter fast i vevhusgaveln

Det är ingen ända på märkliga problem. Här sitter vevaxeln så fast i vevhusgaveln att jag fick både värma med gasol och fullt tryck i pressen innan den lossnade. Normalt glider vevhusgavlarna av vevaxel av sig själva.
Vevaxeln

Jag hade demonterat svänghjulet tidigare och även då kom överraskningar. I detta fall har någon lagt en svets (dålig sådan) runt kilspåret. Om man tittar noggrant på bilden ser ni märket från kilen som är väl ca hälften så bred som kilspåret. Slipmärkena som syns på svetsen har jag gjort för att senare kunna få loss excentern (beskrivits ovan) Svetsen var alltså högre än konan???.
Kontroll av Vevaxeln
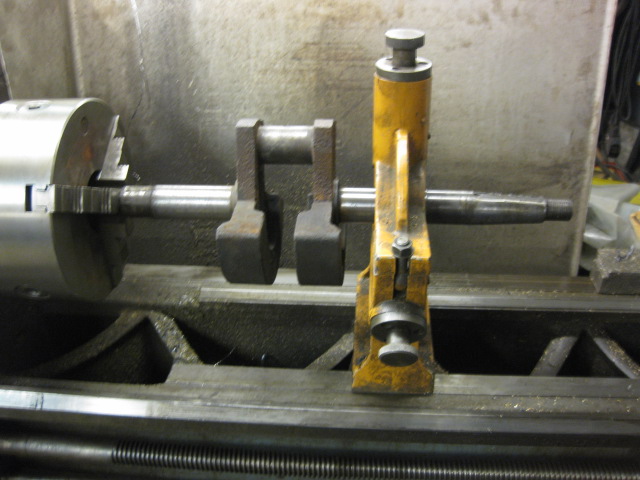
När man svetsar på en yta som i detta fall är det sannolikt att axeln kröker sig av värmen varför jag gjorde en koll i svarven.
Och som väntat var den krokig och monterade upp axel i vevhuset med vevhusgavlarna samt trädde på svänghjulet. Det wobblade 4mm!!!. Att försöka återställa denna är väl inte omöjligt men inte värt varken pris eller möda.
Här slutar arbetet med motorn som kommer att förpassas till dels reservdelslagret och dels skroten. Förhoppningsvis kommer jag över delar eller en annan motor så att jag kan rädda winchen (som i övrigt är i hyfsat skick). Om det är någon av läsarna som har eller känner någon som har delar eller motor så är jag väldigt intresserad av tips.